Introduction à la fabrication additive de l'aluminium
Vous souvenez-vous de la dernière fois que vous vous êtes émerveillé devant un nouvel avion aux lignes épurées ou que vous avez admiré le design d'une voiture légère ? Il y a de fortes chances fabrication additive de l'aluminium a joué un rôle ! Cette technologie a gagné en popularité grâce à sa capacité à produire des pièces complexes à partir d'un matériau à la fois solide et léger : l'aluminium.
Le processus de fabrication additive de l'aluminium
La fabrication additive ou, comme beaucoup d'entre nous l'appellent affectueusement, l'impression 3D, ne se limite plus aux jouets ou aux prototypes en plastique. Elle a évolué vers l'utilisation des métaux, et l'aluminium a pris une place prépondérante.
2.1. Production couche par couche
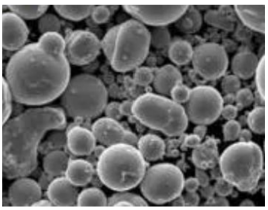
Tout comme un gâteau est fait une couche à la fois (vous vous souvenez de ces gâteaux multicouches appétissants ?), la fabrication additive construit des objets couche par couche. Chaque fine feuille de poudre d'aluminium est fusionnée à l'aide de lasers puissants jusqu'à ce que l'objet souhaité prenne forme. C'est comme de la magie, non ?
2.2. Sélection et préparation des matériaux
Le choix de la bonne qualité d'aluminium est crucial. La poudre est pré-alliée, ce qui signifie que les éléments d'alliage nécessaires sont mélangés avant le traitement. Vous avez l'impression de tamiser la farine avant la cuisson ? C'est l'équivalent en métal !
2.3. Étapes de post-traitement
Après l’impression de l’objet, il est temps de procéder aux finitions, telles que le traitement thermique, afin d’améliorer les propriétés du matériau. C'est comme polir un diamant pour le faire briller !

Avantages de l'aluminium dans la fabrication additive
Pourquoi l'aluminium ? Voyons quels sont ses avantages.
3.1. Résistance et durabilité
L'aluminium offre un excellent équilibre entre résistance et poids. Imaginez un gymnaste : fort, mais incroyablement agile. Voilà ce qu'est notre aluminium dans le monde de la fabrication !
3.2. Propriétés légères
Dans des secteurs comme l'aviation ou l'automobile, chaque gramme compte. L'aluminium, dont le poids est comparable à celui d'une plume, est le héros méconnu de nombreuses conceptions efficaces et respectueuses de l'environnement.
3.3. Le rapport coût-efficacité
Qui n’a pas envie d’une bonne qualité à un prix abordable ? Les économies réalisées en termes de transport et d'efficacité des matériaux font de l'aluminium un choix populaire.
Applications de la fabrication additive d'aluminium
Où la fabrication additive en aluminium fait-elle des vagues ?
4.1. Aérospatiale et aviation
Les avions ont besoin de matériaux à la fois solides et légers. Et qui de mieux que l'aluminium pour répondre à cette exigence ?
4.2. Industrie automobile
Des composants du moteur aux pièces du châssis, la fabrication additive en aluminium est en train de raviver le monde de l'automobile.
4.3. Équipement médical
Surpris ? La nature biocompatible de l'aluminium permet de créer certains outils et implants médicaux.
4.4. Électronique grand public
Vous admirez l'élégance de votre ordinateur portable ou de votre smartphone ? Remerciez l'aluminium pour ce design chic et léger.

Défis et solutions
Comme pour toute technologie, il y a des obstacles à surmonter.
5.1. Rugosité de la surface
La finition est essentielle car les pièces en aluminium peuvent présenter une surface rugueuse après la production. Mais avez-vous déjà entendu parler de l’expression "rugueux sur les bords, mais un joyau dans le cœur" ?
5.2. Gestion des contraintes thermiques
Une chaleur trop importante peut déformer les pièces. La solution ? Des structures de support optimisées et des environnements de construction contrôlés.
5.3. Assurer la cohérence des produits
L'assurance qualité est primordiale. Avec les bons contrôles et les bons équilibres, il est possible de maintenir la cohérence de la production.
L'avenir de la fabrication additive en aluminium
À l'horizon, le potentiel de cette technologie semble illimité. De la production durable aux conceptions innovantes, le ciel est la limite !

Conclusion
La fabrication additive de l'aluminium est en train de remodeler les industries grâce à sa résistance, ses propriétés de légèreté et sa rentabilité. Au fur et à mesure que la technologie progresse, ses applications et son influence sont appelées à s'étendre encore davantage. Prêt pour la révolution de l'aluminium ?
FAQ
- Qu'est-ce que la fabrication additive en aluminium ?
- Il s'agit d'un procédé d'impression 3D qui utilise de la poudre d'aluminium pour créer des objets couche par couche.
- Pourquoi l'aluminium est-il privilégié dans la fabrication additive ?
- En raison de sa résistance, de sa légèreté et de sa rentabilité.
- Quelles sont les industries qui bénéficient le plus de la fabrication additive en aluminium ?
- Les secteurs de l'aérospatiale, de l'automobile, de la médecine et de l'électronique grand public en sont les principaux bénéficiaires.
- L'utilisation de l'aluminium dans la fabrication additive pose-t-elle des problèmes ?
- Certes, les défis à relever sont la rugosité de la surface, les contraintes thermiques et l'homogénéité du produit, mais des solutions existent.
- La fabrication additive en aluminium est-elle écologique ?
- Il peut l'être, étant donné son potentiel en matière d'efficacité des matériaux et de production durable.
en savoir plus sur les procédés d'impression 3D
Frequently Asked Questions (FAQ)
1) Which aluminum alloys are most common in Aluminum Additive Manufacturing and why?
- AlSi10Mg and AlSi7Mg lead due to good weldability, low cracking tendency, and predictable heat-treat response. High‑strength Sc/Zr‑modified Al‑Mg alloys and F357 (AlSi7Mg0.6) are growing for better fatigue and higher temperature stability.
2) What powder characteristics most affect build quality in LPBF?
- Particle size distribution 15–45 μm (sometimes 20–63 μm), high sphericity (>0.93), low satellites, low moisture, and low oxygen. Consistent apparent/tap density and stable Hall/Carney flow per ISO/ASTM 52907 and ASTM B213 are key.
3) How do heat treatments differ for AlSi10Mg vs F357 after printing?
- AlSi10Mg: T5/T6‑like regimes (e.g., stress relief 2–3 h at ~300–320°C) to adjust Si morphology and relieve stress. F357/F357‑AM: full T6 (solution ~540–550°C + quench + age ~155–170°C) to maximize strength and fatigue.
4) Can Aluminum Additive Manufacturing match wrought properties?
- With optimized scan strategies, proper heat treatment, and surface finishing/HIP where needed, tensile strength can meet or exceed cast equivalents and approach wrought in some cases. Surface‑initiated fatigue remains a focus; machining or shot peen improves results.
5) What are common challenges when printing aluminum and how to mitigate them?
- Keyholing and porosity: tune laser power/hatch/scan speed and maintain low humidity.
- Warping: preheat plate, optimize supports, balanced scan vectors.
- Spatter/soot buildup: high‑flow inert gas management and regular optics cleaning.
- Hydrogen porosity: dry powder and maintain low dew point in the chamber.
2025 Industry Trends: Aluminum Additive Manufacturing
- High‑strength AM alloys: Commercialization of Sc‑ and Zr‑modified Al‑Mg systems with improved crack resistance, enabling thicker sections and better fatigue.
- Multi‑laser productivity: 4–12 laser platforms with coordinated overlap reduce build times 25–60% for AlSi10Mg and F357.
- Digital material passports: Lot‑level PSD, O/H, flow, and reuse counts standardize cross‑site validation and regulatory submissions.
- Sustainability: Argon recirculation and powder circularity programs extend reuse cycles (5–12 blends) and cut gas consumption 20–40%.
- Hybrid manufacturing: AM near‑net shapes + 5‑axis machining deliver cast‑like surface finishes with reduced lead time for complex housings and heat exchangers.
2025 KPI Snapshot (indicative ranges for LPBF aluminum)
| Métrique | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| LPBF build rate (cm³/h per laser, AlSi10Mg) | 40–70 | 60–110 | Multi‑laser + scan optimization |
| As‑built density (relative) | 99.3–99.7% | 99.5–99.9% | Optimized parameter sets |
| Surface roughness Ra (μm, vertical) | 12–25 | 8–18 | Process tuning + finishing |
| Oxygen in AM powder (wt%) | 0.06–0.12 | 0.04–0.08 | Improved handling/drying |
| Reuse cycles before blend | 3–6 | 5–12 | Digital tracking + sieving |
| Heat exchanger weight reduction vs cast | 20–35% | 25–45% | Lattice/conformal designs |
References: ISO/ASTM 52907; ASTM B213/B212; ASTM F3318 (LPBF AlSi10Mg); OEM application notes (EOS, SLM Solutions, Renishaw, 3D Systems); NIST AM‑Bench; industry sustainability reports
Latest Research Cases
Case Study 1: Conformal Aluminum Heat Exchanger via LPBF (2025)
Background: An EV OEM needed higher thermal performance and shorter lead time than investment casting could deliver.
Solution: Printed AlSi10Mg exchanger with conformal channels; applied stress relief and targeted machining on sealing faces; implemented digital powder passports and argon recirculation.
Results: Build time −41%; mass −33%; pressure drop −18% at equal duty; CT‑verified density 99.7%; cycle time from design to test article cut from 10 weeks to 4 weeks.
Case Study 2: Sc‑Modified Al‑Mg Brackets for Aerospace Interiors (2024)
Background: A tier‑1 supplier sought higher specific stiffness and fatigue life than AlSi10Mg brackets.
Solution: Qualified Sc/Zr‑modified Al‑Mg powder (15–45 μm), optimized scan to avoid hot cracking; full T6‑like heat treatment; shot peen to improve surface fatigue.
Results: High‑cycle fatigue life +28% vs AlSi10Mg baseline; part count reduced 5→2 via consolidation; lead time −35%; no cracking observed in coupon metallography.
Expert Opinions
- Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Coordinated multi‑laser strategies and parameter portability are moving Aluminum Additive Manufacturing from prototypes to repeatable serial production.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Powder quality—PSD, oxygen, and moisture—verified by standardized methods remains the strongest predictor of porosity and fatigue in LPBF aluminum.” https://www.nist.gov/ - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Expect broader alignment of COAs with ISO/ASTM 52907 and faster qualification under ASTM F3318 for AlSi10Mg and emerging high‑strength Al alloys.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM F3318: Standard for AlSi10Mg processed by LPBF
https://www.astm.org/ - ASTM B213/B212: Flow and apparent density tests for metal powders
https://www.astm.org/ - NIST AM‑Bench: Benchmark datasets for AM validation
https://www.nist.gov/ambench - Senvol Database: Machine/material data for Aluminum Additive Manufacturing
https://senvol.com/database - OEM parameter libraries and guides (EOS, SLM Solutions, Renishaw, 3D Systems) for AlSi10Mg/F357
Last updated: 2025-08-27
Changelog: Added 5 focused FAQs, 2025 KPI/trend table, two recent case studies, expert viewpoints, and curated standards/resources specific to Aluminum Additive Manufacturing.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards update, OEMs release new Al AM parameter sets, or major data on powder reuse/gas recovery is published.