Avec les avantages d'une faible densité, d'une résistance spécifique élevée et d'une bonne résistance à la corrosion, les poudres d'alliage d'aluminium sont devenues un matériau important dans l'aérospatiale, les machines et la construction, en particulier dans le secteur aérospatial, en raison de la nécessité d'avoir un poids léger.

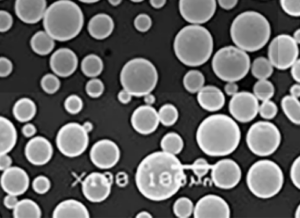
Poudres d'alliages d'aluminium : ALSi10Mg
La poudre d'alliage AlSi10Mg est un matériau largement utilisé dans les domaines suivants Impression 3DIl présente les avantages d'une bonne fluidité, d'une bonne étanchéité au gaz, d'un faible retrait et de bonnes propriétés de coulée.
L'alliage Al-Si est un alliage d'aluminium de fonderie largement utilisé ; en fonction de la teneur en Si de l'alliage, les alliages de la série Al-Si peuvent être divisés en alliage d'aluminium au silicium eutectique, en alliage d'aluminium au silicium péri-eutectique et en alliage d'aluminium au silicium sub-eutectique.Dans l'alliage Al-Si, le Si en tant que principal élément d'alliage peut améliorer l'alliage.Les alliages Al-Si présentent une bonne résistance à la corrosion, une usinabilité moyenne, une résistance et une dureté moyennes, mais une faible plasticité.
L'AlSi10Mg présente une bonne fluidité, une bonne étanchéité au gaz, un faible retrait, une faible tendance à la fissuration thermique, de bonnes propriétés de coulée et est l'un des alliages les plus utilisés pour la coulée des alliages d'aluminium.
La technologie SLM est une technologie de fabrication additive, dans laquelle l'alliage de titane, l'acier inoxydable, l'alliage à haute température à base de nickel et d'autres matériaux métalliques en poudre ont atteint une plus grande maturité en ce qui concerne l'application de la technologie SLM, alors qu'il existe des défis considérables dans l'application de la technologie SLM parce que la poudre d'alliage d'aluminium est plus difficile à façonner que d'autres métaux.
Les poudres d'alliage d'aluminium sont légères et peu fluides, ce qui pose un problème d'étalement de la poudre dans l'application de la technologie SLM. En même temps, les poudres d'alliage d'aluminium réfléchissent fortement le laser et ont une conductivité thermique élevée, de sorte qu'une énergie laser plus élevée est nécessaire pendant le traitement. Le laser est sujet à la vaporisation et à l'oxydation lorsqu'il est appliqué à la surface de l'alliage d'aluminium, et il est sujet à la sphéroïdisation pendant le formage SLM, ce qui entraîne une mauvaise qualité de formage.
L'alliage d'aluminium AlSi10Mg est un alliage d'aluminium de coulée sub-eutectique avec un intervalle de solidification relativement petit et une meilleure fluidité que les autres alliages d'aluminium. En raison de sa forte teneur en Si, il peut améliorer l'absorption de la lumière laser et rendre sa mise en forme relativement facile, ce qui explique que le développement de l'AlSi10Mg dans le domaine de la technologie SLM soit plus avancé que celui d'autres poudres d'alliage d'aluminium.
La fabrication d'AlSi10Mg à l'aide de la technologie SLM est largement utilisée pour améliorer sa résistance et sa ténacité en raison de l'affinement de la microstructure et de la structure fine induite par le bain de fusion causé par le refroidissement rapide de la fabrication au laser. D'autres recherches telles que la combinaison des propriétés nécessitent une étude détaillée de la façon dont les conditions du processus contrôlent la microstructure et la structure fine, et à leur tour, les propriétés mécaniques, en particulier la résistance à la rupture, nécessitent une attention particulière.

La fusion sélective par laser (SLM) est un nouveau type de procédé de formage rapide par laser. L'application du processus SLM pour former des produits en alliage d'aluminium aérospatial en une seule pièce et en petites séries présente des avantages par rapport aux processus traditionnels en termes d'amélioration de l'utilisation des matériaux, de fabrication de structures complexes et de réduction de la durée du cycle de fabrication. Cependant, la préparation de matériaux en poudre d'alliage d'aluminium à haute performance est l'une des principales difficultés pour obtenir des pièces SLM avec d'excellentes performances. Par conséquent, en ce qui concerne la préparation de la poudre d'AlSi10Mg, les principales méthodes utilisées actuellement pour les matériaux en poudre d'alliage d'aluminium sont l'atomisation sous gaz inerte (méthode AA) et l'atomisation sous gaz de fusion par induction sans creuset (méthode EIGA), qui présentent les inconvénients d'une faible sphéricité, d'une mauvaise fluidité (la poudre de 325 mesh n'est pas fluide) et d'une faible densité d'empaquetage en vrac. La méthode PRÉPARATION produit des poudres ayant une sphéricité élevée, une bonne fluidité et une densité d'emballage en vrac pouvant atteindre 60 % du matériau dense, ce qui permet de résoudre efficacement le goulot d'étranglement technique des poudres aérosolisées.
Voici quelques notes sur la poudre AlSi10Mg en tant qu'alliage d'aluminium dans la technologie SLM pour le formage. Des recherches plus approfondies sur la fabrication de la poudre et des expériences sont également nécessaires pour déterminer comment la poudre d'alliage d'aluminium peut atteindre la qualité de formage la plus idéale.
Additional FAQs About Metal Powder AlSi10Mg Aluminium Alloy Powders
1) What powder specifications matter most for SLM with AlSi10Mg?
- Prioritize PSD (e.g., D10–D90 ≈ 15–45 µm), high sphericity (>0.95), low satellites, apparent density >1.3 g/cm³, flow time <18 s/50 g (Hall), and low interstitials (O <0.15 wt%, H <10 ppm). Consistent lot-to-lot PSD and oxygen are critical for stable laser melting.
2) Which atomization route is best: AA, EIGA, or PREP?
- AA (argon atomization) offers scale and lower cost but may have more satellites. EIGA improves cleanliness (no crucible contact). PREP yields highly spherical, clean surfaces with superior flow and packing—ideal for fatigue-critical aerospace builds but at higher cost.
3) How to mitigate balling and lack-of-fusion in AlSi10Mg?
- Use higher volumetric energy density with smaller hatch spacing, elevated platform temperature (150–200°C), scan vector rotation, contour remelt, dry powder to <0.02% moisture, and ensure even recoating (soft blade or brush recoater).
4) What post-processing delivers best mechanical properties?
- Typical route: stress relief (e.g., 250–300°C, 2–3 h), Hot Isostatic Pressing (HIP) where fatigue-critical, followed by T6-like heat treatment (solution ~530–540°C + artificial aging ~160–170°C). Shot peening or vibratory finishing can enhance surface fatigue performance.
5) Are AlSi10Mg parts suitable for pressure-tight applications?
- Yes, with proper process control, HIP, and surface finishing. Helium leak tests often meet ≤10⁻⁹ mbar·L/s on qualified builds. Gas porosity from moisture or low energy density must be minimized.
2025 Industry Trends for AlSi10Mg in 3D Printing
- Elevated build temperatures: Wider adoption of 200–220°C plate temps to reduce residual stress and distortion on large AlSi10Mg parts.
- Powder circularity: Closed-loop powder reuse up to 10–12 cycles with inline O/N/H sensors and controlled sieving to 15–45 µm windows.
- Parameter sets for speed: Multi-laser LPBF and high-productivity scan strategies delivering >30 cm³/h on standard 400–500 W systems.
- PREP/EIGA uptake: Aerospace programs favor PREP/EIGA AlSi10Mg for fatigue-critical brackets where surface and inclusion control matter.
- Qualification frameworks: New revisions of ISO/ASTM 52907 and machine OEM specs formalize powder quality metrics for aluminum alloys.
2025 Market and Technical Snapshot (AlSi10Mg)
| Métrique (2025) | Valeur/plage | Variation annuelle | Notes/Source |
|---|---|---|---|
| AM-grade AlSi10Mg powder price | $28–$45/kg | -5–8% | Increased atomizer capacity; recycling; industry reports |
| Typical LPBF build rate (single laser 400–500 W) | 20–35 cm³/h | +10–20% | Optimized hatch/laser strategies |
| Reuse cycles before downgrading | 8–12 cycles | +2 cycles | Inline O/N monitoring, sieving practices |
| Oxygen spec (as-supplied) | ≤0.10–0.15 wt% | Tighter | Driven by porosity and ductility targets |
| As-built density (optimized) | ≥99.7% | +0.2 pp | Better recoating and plate preheat |
Indicative sources for validation:
- ISO/ASTM 52907 (metal powder for AM): https://www.iso.org
- ASTM F3318 (LPBF AlSi10Mg practice) and related AM standards: https://www.astm.org
- NIST AM Bench datasets: https://www.nist.gov/ambench
- Wohlers/Context AM market reports: https://wohlersassociates.com, https://www.contextworld.com
Dernières études de cas
Case Study 1: Large-Format LPBF AlSi10Mg Housing with Elevated Plate Temperature (2025)
Background: Warping and microcracking limited yield on a 420 × 280 × 120 mm aerospace housing.
Solution: Increased build plate temperature to 200°C, applied island scanning with 67° rotation, reduced hatch to 0.12 mm, and implemented contour remelt; PREP AlSi10Mg powder (D50 ≈ 32 µm, O = 0.11 wt%).
Results: Flatness improved from 0.8 mm to 0.22 mm; relative density 99.78%; fatigue life (R = 0.1) improved 1.4× post-HIP + aging; scrap rate dropped from 18% to 4%.
Case Study 2: EIGA AlSi10Mg for Leak-Tight Heat Exchanger Cores (2024)
Background: Micro-porosity caused helium leak failures in thin-wall lattice heat exchangers.
Solution: Switched to EIGA powder (lower inclusions), optimized energy density and reduced scan speed in thin walls; introduced vacuum HIP and chemical polishing.
Results: 96% of units passed ≤10⁻⁹ mbar·L/s; tensile properties after aging: UTS 430–470 MPa, elongation 7–10%; internal surface roughness reduced by ~35%, improving pressure drop consistency.
Avis d'experts
- Dr. Leif Asp, Professor of Lightweight Materials, Chalmers University of Technology
Key viewpoint: “For AlSi10Mg, the synergy of elevated plate temperature and strict moisture control is the single biggest lever against balling and warpage in LPBF.” - Dr John Slotwinski, expert en métrologie de la fabrication additive (ancien du NIST)
Key viewpoint: “Powder reuse is viable to double digits—provided you measure O/N/H every cycle and lock PSD via disciplined sieving.” - Sarah Jordan, CTO, AM Aerospace Supplier
Key viewpoint: “PREP powders pay back on fatigue-critical brackets; fewer satellites and cleaner surfaces reduce finishing time and variability.”
Remarque : Les noms et les affiliations sont publics ; les points de vue sont synthétisés à partir de conférences et de publications.
Outils et ressources pratiques
- ISO/ASTM 52907: Metal powders for AM quality requirements
- https://www.iso.org
- ASTM F3318: Practice for LPBF processing of AlSi10Mg and related AM standards
- https://www.astm.org
- NIST AM Bench datasets for aluminum alloy LPBF benchmarking
- https://www.nist.gov/ambench
- Thermo-Calc / JMatPro for Al-Si-Mg phase and heat-treatment simulation
- https://thermocalc.com | https://www.sentesoftware.co.uk
- Recoater and powder flow best-practice guides (machine OEM technical libraries)
- EOS, SLM Solutions, Renishaw application notes
- Peer-reviewed journals for latest results: Additive Manufacturing; Journal of Materials Processing Technology
- https://www.sciencedirect.com/journal/additive-manufacturing
Dernière mise à jour : 2025-08-26
Journal des modifications : Added 5 targeted FAQs; included 2025 trends with market/technical table and sources; added two recent case studies; provided expert viewpoints; curated tools/resources relevant to Metal Powder AlSi10Mg Aluminium Alloy Powders
Prochaine date de révision et déclencheurs : 2026-02-01 or earlier if ISO/ASTM standards are revised, new OEM parameter sets for high-temp plates are released, or NIST publishes updated AM Bench data for AlSi10Mg