Atomisation par électrodes rotatives à plasma, équipement de fabrication de poudre, préparation, système de fabrication de poudre
Les poudres métalliques peuvent être préparées par diverses méthodes, telles que les méthodes mécaniques (broyage à billes, meulage, etc.), physiques (atomisation) et chimiques (réduction, électrolyse, méthodes de carbonyle et de déplacement, etc.) Toutefois, pour répondre aux exigences de la technologie SEBM en matière de poudres métalliques sphériques, l'atomisation est la principale méthode utilisée pour la préparation des poudres métalliques, en particulier l'atomisation à l'eau (WA), l'atomisation au gaz (GA), l'atomisation au plasma (PA) et le procédé à électrode rotative au plasma (PREP), et parfois l'hydrure-déshydrure (HDH), afin de réduire le coût de la préparation des poudres.
PREP Technologie de fabrication des poudres
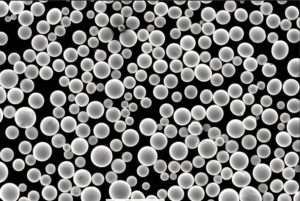
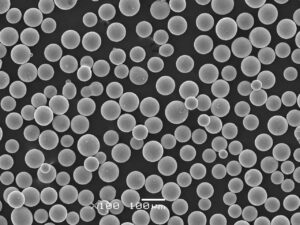
La méthode d'atomisation par électrode rotative à plasma utilise l'arc à plasma comme source de chaleur pour faire fondre en continu la face frontale d'une barre métallique tournant à grande vitesse. Sous l'action de la force centrifuge, les gouttelettes de métal fondues s'envolent et sont rapidement solidifiées sous l'effet de refroidissement du gaz inerte (argon ou hélium) pour former une poudre métallique sphérique. Comparée à l'atomisation à l'eau et à l'atomisation au gaz, la méthode d'atomisation par électrode rotative à plasma a une vitesse de refroidissement plus faible et produit des poudres avec une sphéricité élevée, une bonne fluidité, une faible teneur en oxygène et très peu de poudres creuses et satellites. La poudre préparée est pure car la contamination du creuset est évitée. En outre, la poudre préparée par cette méthode présente une distribution granulométrique étroite.
Statut de la demande
La technologie des poudres PREP a été développée pour la première fois par Nuclear Metals Corporation aux États-Unis et a fait l'objet d'un brevet en 1963. En 1974, la torche à plasma a remplacé l'arc à électrode de tungstène comme source de chaleur et la méthode d'atomisation par électrode rotative à plasma (PREP) a été mise au point.
En 1974, la torche à plasma a remplacé l'arc à électrode de tungstène comme source de chaleur et la méthode d'atomisation par électrode rotative à plasma (PREP) a vu le jour. En 1983, l'Institut de métallurgie des poudres de l'Institut des métaux non ferreux du Nord-Ouest a conçu et mis au point le premier équipement PREP en Chine et, par la suite, un certain nombre d'entreprises et d'institutions chinoises ont également mené des activités de recherche et de développement sur cette technologie. La méthode PREP, en tant que méthode d'atomisation centrifuge, présente les avantages d'une bonne sphéricité, d'une densité de vibration élevée, d'une bonne fluidité, d'une faible teneur en gaz et d'une distribution étroite de la taille des particules par rapport à d'autres méthodes. Après plus de 40 ans de développement, la méthode d'atomisation par électrode rotative à plasma s'est rapidement développée en termes d'amélioration de l'équipement, de contrôle du processus et de qualité de la poudre, et est devenue une méthode indispensable pour la préparation de poudres métalliques sphériques.
L'équipement PREP se compose généralement d'un système de vide, d'un système de gaz, d'un système de refroidissement, d'un système d'alimentation électrique, d'un générateur de plasma, d'un dispositif d'alimentation, d'une chambre d'atomisation et d'un système de collecte.
le dispositif d'alimentation, la chambre d'atomisation et le système de collecte. Le gaz inerte, généralement de l'argon, de l'hélium ou un mélange d'argon et d'hélium, protège et refroidit la poudre pendant le processus d'atomisation et est la clé de sa qualité. Les installations russes de production de poudre fixent généralement le rapport hélium/argon à 4:1.
La torche à plasma fonctionne généralement selon deux modes, le mode d'arc à transfert et le mode d'arc sans transfert. L'équipement russe utilise principalement le mode d'arc sans transfert, c'est-à-dire que l'arc est généré entre l'électrode et la buse. Xi’an Sailong Metals utilise le mode de fonctionnement de l'arc à transfert, qui permet de transférer plus de chaleur au stock de barres, ce qui augmente le taux de fusion de la face frontale du stock de barres et améliore l'efficacité de la production.
Ces dernières années, Xi’an Sailong Metals a mis au point le premier SLPA-V vertical de qualité industrielle. Machine PREP dans le monde. Cette machine est dotée d'une structure verticale de placement des barres d'électrodes, ce qui réduit les vibrations pendant le fonctionnement, augmente la vitesse de travail et garantit une production stable de poudre de haute qualité.
En outre, l'installation d'atomisation par électrodes rotatives à plasma de table SLPA-D, dont la vitesse de travail peut atteindre 60 000 tours/minute, convient au développement et à la production de poudres métalliques sphériques de haute qualité en petits lots et dans de nombreuses variétés. La machine SLPA-H PREP de qualité industrielle est dotée d'une nouvelle structure d'étanchéité dynamique, qui peut fournir un support de puissance pour la rotation à grande vitesse de tiges d'électrodes de grand diamètre. Le nouveau système d'entraînement et d'alimentation à couple élevé et à grande vitesse pour la rotation des électrodes peut être utilisé pour le développement et la production d'électrodes de Φ75 mm à une vitesse comprise entre 13 000 et 18 000 tr/min.
Le nouveau système d'entraînement et d'alimentation à couple élevé et à haute vitesse de rotation de la tige permet le fonctionnement normal de la tige de Φ75 mm à 13 000-18 000 r/min et une alimentation stable à des courants élevés de 3000 A.

Taille des particules de la poudre métallique PREP
La taille des particules de la poudre et leur distribution est l'une des préoccupations les plus importantes pour les applications ultérieures et affecte souvent les propriétés de la poudre et, en fin de compte, la qualité de la pièce formée, c'est pourquoi les paramètres du processus PREP doivent être raisonnablement déterminés de manière à ce que la distribution de la taille des particules se situe autant que possible dans la fourchette requise.
En général, les principaux paramètres du procédé qui influencent la distribution granulométrique de la poudre sont le matériau de la barre d'électrode, la vitesse de rotation de la barre d'électrode, le diamètre de la barre, la puissance du pistolet à plasma, le débit d'alimentation, la distance entre le pistolet à plasma et la barre, le débit de gaz plasmagène, etc. Dans le processus de fabrication de poudre PREP, les gouttelettes sont projetées lorsque la force centrifuge est supérieure à la tension superficielle. Par conséquent, l'augmentation de la vitesse de rotation de la tige de l'électrode ou l'augmentation du diamètre de la tige de l'électrode pour accroître la force centrifuge peut réduire la taille des particules de poudre. En outre, la vitesse de fusion à l'extrémité de la barre doit être aussi égale que possible à la vitesse d'alimentation. Si la vitesse de fusion est supérieure à la vitesse d'alimentation, il y aura rupture de l'arc, et si la vitesse d'alimentation est supérieure à la vitesse de fusion, il y aura une mauvaise fusion, ce qui entraînera la formation d'arêtes vives et d'autres problèmes. La distance entre le pistolet à plasma et la barre affecte la surchauffe de la poudre et le flux de gaz plasmagène influe sur l'effet de refroidissement. Il a été constaté que la taille moyenne des particules de poudre est principalement liée à la barre.
Plus la vitesse ou le diamètre de la barre est élevé, plus la poudre est fine lorsque le matériau est d'une certaine taille, tandis que la distribution de la taille des particules est liée à la vitesse de la barre, au courant et à la distance entre le pistolet à plasma et l'extrémité de la barre, etc. L'augmentation de la vitesse, la diminution du courant ou la distance entre le pistolet à plasma et l'extrémité de la barre réduisent la courbe de distribution de la taille des particules.
Lorsque les matériaux sont différents, la taille moyenne des particules et sa distribution sont souvent liées à des facteurs tels que la densité et la tension superficielle du matériau.
PREP Fabrication et application de poudres
Le développement de la technologie PREP a permis de préparer un nombre croissant de poudres de nouveaux matériaux. Les types de poudres concernés sont les alliages de titane, l'acier 1018, l'acier à haute teneur en azote, le Ni-Ti-Fe, l'Inconel 718, le FGH95, le Ti, le TiNb, etc.
La plupart des poudres produites par Xi’an Sailong sont des poudres d'alliage de titane, des poudres d'alliage à haute température et des poudres d'acier inoxydable.
Jusqu'à présent, la poudre d'alliage de titane, la poudre d'alliage haute température à base de cobalt, la poudre d'alliage haute température à base de nickel, la poudre de métal réfractaire (par exemple W, Mo Ta, Nb et leurs alliages), la poudre d'acier inoxydable, la poudre d'alliage d'aluminium et la poudre d'alliage d'argent, etc. Les poudres sont largement utilisées dans les domaines aérospatial, mécanique et biomédical après avoir été fabriquées ou pressées à chaud par isostatisme.
Additional FAQs: Plasma Rotating Electrode Atomizing Powder Making System
1) How does Plasma Rotating Electrode Atomizing (PREP) differ from gas/plasma atomization?
- PREP melts the end of a rapidly rotating electrode bar with a plasma arc; centrifugal force ejects droplets that solidify into highly spherical powder. It avoids crucibles/nozzles, reducing contamination and satellites versus gas atomization, yielding narrower PSD and lower O/N pickup.
2) What alloys are best suited for PREP?
- Reactive and high‑purity alloys such as titanium and Ti alloys (Ti‑6Al‑4V/ELI), Ni‑based superalloys (IN718, FGH95), CoCr, stainless steels, and refractory metals (Ta, Nb, Mo, W). Electrode‑manufacturable alloys with adequate ductility and cleanliness perform best.
3) Which PREP parameters most influence particle size distribution (PSD)?
- Rod rotation speed and diameter (centrifugal force), plasma arc power/current, stand‑off distance plasma‑to‑rod, electrode feed rate (match melt rate), and plasma gas composition/flow (cooling). Higher speed or larger rod diameter generally produces finer powders; shorter stand‑off and lower current can narrow PSD.
4) What typical quality metrics should buyers request for PREP powder?
- Sphericity (>0.93 typical for PREP), satellites (<1–2% by count), hollow particle fraction (<0.5%), oxygen/nitrogen/hydrogen (per alloy spec), apparent/tap density, Hall flow, PSD (e.g., 15–45 µm for LPBF), inclusion analysis, and SEM imagery with ISO 13322‑1 image analysis.
5) Is PREP cost‑competitive for AM feedstock?
- For high‑purity/reactive alloys, PREP often commands a premium vs. gas atomization but can deliver higher AM yield (flowability, lower defects) and reduced post‑processing, lowering total cost of quality for critical aerospace/medical parts.
2025 Industry Trends: Plasma Rotating Electrode Atomizing Powder
- Higher throughput, lower oxygen: Adoption of transfer‑arc torches and inert closed transfer has reduced O content by 10–20% vs. 2023 baselines at similar energy input.
- Vertical PREP platforms: Vertical bar orientation machines reduce vibration at high RPM, enabling finer PSD windows for LPBF (15–45 µm) with fewer satellites.
- Helium‑lean mixes: Argon‑dominant gas with targeted He bursts during start/stop events cuts gas cost while preserving sphericity for Ti alloys.
- Digital powder passports: Lot genealogy now logs electrode heat, RPM profiles, arc power, gas composition, and inline O/N—becoming a qualification requirement.
- Expanded materials: Beta‑Ti and high‑nitrogen stainless grades via nitrogen‑controlled PREP for tailored properties.
2025 Snapshot: PREP Powder KPIs (Indicative)
| KPI | 2023 | 2024 | 2025 YTD (Aug) | Notes |
|---|---|---|---|---|
| Sphericity (mean, Ti‑6Al‑4V) | 0.92–0.94 | 0.93–0.95 | 0.94–0.96 | Image analysis per ISO 13322‑1 |
| Hollow particle fraction (%) | 0.5–1.0 | 0.3–0.8 | 0.2–0.5 | Optimized RPM/stand‑off |
| Satellites (count %) | 2–4 | 1–3 | 0.8–2 | Improved cooling profiles |
| Oxygen in Ti‑6Al‑4V powder (wt%) | ≤0.15 | ≤0.14 | ≤0.13 (ELI ≤0.12) | Inert pack‑out, seals |
| AM‑grade yield (15–45 µm, %) | 28–34 | 30–36 | 32–40 | Tighter sieving/controls |
| Energy per kg powder (kWh/kg) | 9–12 | 8–11 | 7–10 | Transfer‑arc efficiency |
| Lead time (weeks) | 6–10 | 5–9 | 5–8 | Added capacity |
Sources:
- ISO/ASTM 52907 (metal powder feedstock) and 52904 (LPBF of metals): https://www.iso.org
- ASTM E1019/E1409/E1447 for O/N/H; B212/B213/B214 for flow/density: https://www.astm.org
- NIST AM‑Bench powder metrology: https://www.nist.gov/ambench
- OEM and application notes from PREP/atomizer vendors and aerospace/medical specifications
Dernières études de cas
Case Study 1: Vertical PREP for Low‑Oxygen Ti‑6Al‑4V ELI AM Powder (2025)
Background: A medical implant producer needed lower oxygen and fewer satellites to meet fatigue targets for porous EBM acetabular cups.
Solution: Deployed vertical PREP with transfer‑arc mode, argon‑dominant shielding and He pulses at ignition; implemented closed, inert powder transfer and inline oxygen analysis; tuned RPM and stand‑off to target 15–45 µm.
Results: O reduced from 0.135→0.120 wt%; satellites 2.6%→1.1%; AM‑grade yield +6 ppt; HCF life of finished parts +22% versus prior powder lot.
Case Study 2: PREP IN718 with Narrow PSD for LPBF Lattice Brackets (2024)
Background: An aerospace supplier saw layer defects from PSD tails using gas‑atomized IN718.
Solution: Switched to PREP IN718 with optimized rod diameter/RPM and multi‑deck sieving; added digital passport logging arc power and PSD by lot.
Results: Layer uniformity improved; CT porosity <0.1%; first‑pass yield +10%; powder cost +8% but total cost of quality −12% due to fewer reprints and reduced HIP rework.
Avis d'experts
- Prof. Amy J. Clarke, Professor of Metallurgy, Colorado School of Mines
- “PREP’s contamination‑free pathway and tight PSD control make it attractive for reactive alloys where fatigue scatter is oxygen‑driven.”
- Dr. Brandon A. Lane, Additive Manufacturing Metrologist, NIST
- “Linking PREP process telemetry—RPM, arc power, gas composition—to powder passports is closing the loop between feedstock and build quality.”
- Katarina Nilsson, VP Technology, Quintus Technologies
- “When PREP powders feed HIP’d AM parts, pore closure is more consistent thanks to fewer hollows and satellites, which lowers defect persistence.”
Outils et ressources pratiques
- ISO/ASTM 52907 (requirements for metal powder feedstock), 52904 (LPBF), 52931 (polymers, for comparison): https://www.iso.org
- ASTM E1019/E1409/E1447 (O/N/H testing), B212/B213/B214/B527 (powder characterization): https://www.astm.org
- NIST AM‑Bench datasets and measurement science for powder morphology: https://www.nist.gov/ambench
- Senvol Database for machine–material mappings and supplier discovery: https://senvol.com
- Safety guidance for combustible metals (NFPA 484)
- OEM technical libraries and datasheets from leading PREP and AM powder suppliers
Dernière mise à jour : 2025-08-25
Journal des modifications : Added 5 FAQs tailored to PREP systems; introduced a 2025 KPI table with indicative metrics and sources; provided two recent PREP case studies; included expert viewpoints; compiled standards and tools/resources
Prochaine date de révision et déclencheurs : 2026-02-01 or earlier if ISO/ASTM standards update, major PREP OEMs release new vertical/transfer‑arc platforms, or industry tightens oxygen/satellite limits for AM‑grade powders by >10%**