金属の霧化 は、様々な産業用途向けに微粉末の金属を製造するために使用されるプロセスです。この包括的なガイドでは、金属微粒化技術について知っておくべきことをすべて網羅しています。
メタルアトマイズの概要
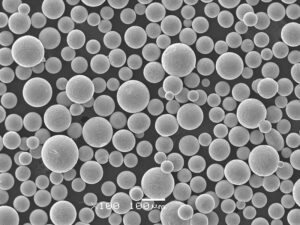
メタルアトマイゼーションでは、溶融金属流を高速ガスジェットで非常に微細な液滴に分解する。液滴は急速に凝固し、5~150ミクロンの粉末粒子になります。
霧化プロセスの主な側面は以下の通り:
- るつぼで金属を溶かす
- 溶融金属をタンディッシュに注ぐ
- 薄い溶湯の流れを作る
- ストリームを高圧ガスジェットにさらす
- 金属を微細な液滴に分解する
- 液滴を固めて粉末粒子にする
- 粉を集める
アトマイズは、粒子径、形状、化学的性質、微細構造を精密に制御した金属粉末の製造を可能にする。この粉末は、金属積層造形、溶射コーティング、金属射出成形などの用途に使用できる。
メタルアトマイズの主な利点
| ベネフィット | 説明 |
|---|---|
| 優れた粉体特性 | 微粒化により、球状で粒径の細かい高品質の粉末が得られる。 |
| 幅広い合金 | 鉄、アルミニウム、銅、ニッケル、チタンなど、ほとんどの金属と合金をアトマイズできる。 |
| 粉体特性のコントロール | 粉体のサイズ、形状、酸化、微細構造を調整するために、アトマイズプロセスパラメータを変化させることができる。 |
| 高い粉体収率 | 溶融金属の90%以上が使用可能な粉末に変換される。 |
| 費用対効果 | 他の粉体製造方法よりも低コスト |
| スケーラビリティ | 微粒化の生産能力は簡単に増減できる |

金属噴霧化システムの種類
ガスアトマイズと水アトマイズです。その選択は、合金の特性、粉末の仕様、生産能力などの要因によって異なります。
ガス噴霧
ガスアトマイズでは、溶融金属の流れは窒素やアルゴンなどの不活性ガスの高速ジェットによって分解される。
特徴
- AMアプリケーションに理想的な、非常に球形でクリーンなパウダーを製造
- 水噴霧に比べて低い酸素ピックアップ
- チタンやアルミニウムのような反応性合金に対応可能
- 5ミクロンまでの微細なパウダーサイズ
- 高いガス流量は、より微細な粉末をもたらす
- ガス冷却率が低いため、粒径が粗くなる
制限:
- 資本コストと営業コストが高い
- ガスハンドリングインフラを備えたより複雑なシステム
- 粉体生産率の低下
水の霧化
水噴霧化では、溶融金属の流れは高圧水ジェットによって分解される。
特徴
- シンプルで低コストな霧化技術
- 毎時1000kgを超える高い粉体生産能力
- 液滴サイズが大きくなると、150ミクロン以上のパウダーになる
- 急速な水冷により、非常に微細な粒径を実現
- ガス噴霧に比べて高い酸素ピックアップ
- 不規則な粉末形状とサテライト粒子
- チタンのような反応性合金には適さない。
制限:
- 粉末の形態が悪く、酸素含有量が多い。
- パウダーサイズが粗いためAMには不向き
- 排水に必要な水処理
- 低融点合金に限定
アトマイザー・デザイン
アトマイザーは、アトマイズ中に溶融金属ストリームを分解するためのガスまたは水のジェットを作成する重要なコンポーネントです。アトマイザーにはさまざまなデザインがあります:
シンプレックスノズル
- シングルストレートジェットノズル
- 旋回流霧化
- 経済的な設計
- より大きなパウダーサイズ
マルチノズル
- 円形に配置された複数のノズル
- メタル・ストリーム崩壊の改善
- より微細で均一なパウダーサイズ
- 生産率の向上
クローズ・カップルド・ノズル
- ノズルは溶融金属の流れの非常に近くに配置される。
- 非常に微細なパウダー用の強力なガスジェット衝撃
- 反応性合金の霧化が可能
- 生産率の低下
回転電極
- 紡績金属ワイヤー電極
- 遠心力が薄い溶融金属の靭帯を作る
- ガスまたはウォータージェットに囲まれている
- 非常に微細で均一なパウダー
- 高い複雑性とメンテナンス性
メタルアトマイズプロセスパラメーター
アトマイズされた金属粉末の特性と品質は、プロセスパラメーターを最適化することによって制御することができる:
ガス流量
- ガス流速を上げると粉末の粒径が細かくなる
- また、パウダーの真球度を向上させ、サテライトパーティクルを減少させる。
- しかし、非常に高い流量はパウダーの収率を低下させる
メタルストリーム流量
- 高いメタル流量が生産性を向上
- しかし、より粗い粉末や不規則な形状になる可能性がある。
- アトマイザーの能力に応じてメタル流量を最適化する。
ノズルデザイン
- ノズルスロートサイズ、ノズル数がガスジェット圧力を決める
- ノズル径が小さいほどガス速度が速くなり、より微細な粉体が得られる
メルト・スーパーヒート
- 溶湯温度が高いと粘度が下がる
- より微細な粉体への分解が可能
- しかし、過度の過熱は材料の酸化を促進する
金属濾過
- 溶融金属から介在物を除去するフィルター
- 衛星や不規則な欠陥の低減
- 粉体の流動性と充填密度を向上
霧化雰囲気
- 真空または不活性ガス雰囲気で酸素のピックアップを減らす
- 特に反応性合金の粉末酸化を最小限に抑える
クエンチ率
- 冷却速度が速いため、粉末の粒度が細かくなる
- 水冷により非常に微細な組織が得られる
- ガス冷却が遅いため、粒が粗くなる。
金属アトマイズの応用
アトマイズされた金属粉末は、幅広い工業製造工程で使用されている:
金属積層造形
- 流動性の良い球状パウダーはAMに最適
- 複雑なネットシェイプの金属部品の製造が可能
- 粉体層と指向性エネルギー蒸着プロセスを使用
金属射出成形(MIM)
- MIM用ステンレス・アルミニウム微粉末
- 粉末冶金で作られた複雑でネットシェイプの部品
- 自動車、電子機器、医療用
溶射コーティング
- 耐摩耗性・耐食性コーティングの成膜
- 機械加工と採掘に使用されるハードフェイスコーティング
- タービンブレードの遮熱コーティング
粉末冶金
- P/M部品製造のためのプレス・焼結ルート
- ギアなどの自動車部品に広く使用されている。
- 高い生産性とネットシェイプ機能
ろう材
- ろう付けプロセスによる金属の接合
- フィラーとしてのアトマイズブレージング合金粉末
- 自動車用熱交換器に使用
金属粉末射出成形
- 小型で複雑な金属部品の製造
- プラスチック射出成形と粉末冶金の組み合わせ
- エレクトロニクスと医療用インプラントへの応用

金属微粒化粉末の仕様
アトマイズされた金属粉末は、その最終用途に応じて様々な物理的、化学的、微細構造的特性を特徴とする。
| パラメータ | 代表値 | 試験方法 |
|---|---|---|
| 粒子径 | 5~150 μm | レーザー回折、ふるい分析 |
| 粒子形状 | 球形度 0.9 | 画像解析 |
| 化学 | 合金組成±0.5 | ICP-OES、LECO分析 |
| 酸素含有量 | 600 ppm | 不活性ガス融解 |
| 見かけ密度 | 真の密度の40~60 | ホール流量計 |
| タップ密度 | 真の密度の60~80 | ASTM B527 |
| 流量 | 25秒/50g | ホール流量計 |
| 残留ガス | H, O, N < 100 ppm | LECO分析 |
| 微細構造 | 微細な等軸粒 | SEM、光学顕微鏡 |
霧化システムの設計基準
金属霧化システムの設計、設置、運用は、適用される規格、規制、ガイドラインに準拠しなければならない:
- ASME ボイラーおよび圧力容器コード – 加圧容器設計用
- NFPA 86 – 工業炉およびオーブンの規格
- ANSI Z49.1 – 溶接および切断の安全性
- OSHA 1910 – 労働安全規約
- 局所排気基準
- 水噴霧に関する排水ガイドライン
- ISO 9001 – 品質マネジメントシステム
るつぼ、タンディッシュ、アトマイザー、ガスマニホールドのようなすべての設備は、信頼性と安全性のために設計されなければならない。オペレーターには適切な保護具とトレーニングが提供される。
金属噴霧装置のサプライヤー
完全な噴霧システムおよびコンポーネントを設計、構築、設置する装置サプライヤーは数多くある:
| サプライヤー | 所在地 | テクノロジー | 定員 | コスト |
|---|---|---|---|---|
| フェニックス・サイエンティフィック | アメリカ | ガス、水噴霧 | 10 – 10,000 kg/hr | $$ |
| PSI株式会社 | 英国 | ガス噴霧 | 1 – 1000 kg/hr | $$$ |
| バールソン・テクノロジー社 | アメリカ | クローズ・カップルド・ノズル | 1 – 20 kg/時 | $$$$ |
| ALD真空技術 | ドイツ | 電極の霧化 | 5 – 50 kg/時 | $$$ |
| クレマー・ファーネス社 | ドイツ | 水の霧化 | 500 – 5000 kg/hr | $$ |
噴霧化システムのコストは、ラボ/パイロット・スケールの装置で10万ドルから、大規模な生産システムで200万ドル以上まで幅がある。設置場所、容量、機能、自動化が設置コストを決定する。
インストールと操作
メタルアトマイゼーションを円滑に行うには、大規模なユーティリティとインフラが必要である:
- 不活性ガス供給 – 窒素、アルゴン
- 水の供給と処理
- 電気システム – 大容量、バックアップ
- 排気装置 – スパークトラップ、バグハウスフィルター
- マテリアルハンドリング – るつぼ、搬送容器
- 制御と計装
- 安全システム – ガス検知器、消火器
高温運転の前には、徹底した試運転前チェックを実施しなければならない:
- ガス管および容器の圧力試験
- 電気、換気、制御のチェックアウト
- 安全システムの検証
- 材料の流れを確認するための試運転
- 手続きに関するスタッフ・トレーニング
運転中、温度、圧力、流量などのパラメータは継続的にモニターされ、制御されます。プロセスを最適化するために出力粉末のサイズと形態を分析します。排水は、排出または再利用の前に処理される。
メンテナンス要件
定期的なメンテナンスにより、噴霧システムの可用性と寿命が保証されます:
- 容器、パイプラインの摩耗や漏れの検査
- ノズルなどの損傷/腐食した部品の交換
- スラリーポンプ、バルブ、計器のオーバーホール
- 溶融金属に接触する機器の再洗浄
- ヒーター、熱電対、システム制御のチェック
- 換気システムのスパークトラップ清掃
- 水処理装置のメンテナンス
適切なメンテナンスは、漏れ、詰まり、電気的問題のリスクを低減します。また、予定外のダウンタイムを最小限に抑え、粉体の品質を向上させます。
霧化装置サプライヤーの選び方
高性能の装置を得るためには、適切な噴霧システム・サプライヤーを選択することが重要です。以下は、選択時に考慮すべき主な要因です:
- 確かな経験 – 成功したインストール数とビジネス年数
- 技術的専門知識 合金固有のノウハウ、継続的な改善
- カスタマイズ お客様の要件に合わせてシステムをカスタマイズできる柔軟性
- 信頼性 – 高いアップタイム実績、高品質コンポーネント
- アフターサービス メンテナンス契約、オペレーター・トレーニング、アップグレード
- 運営サポート スペア、サービスエンジニアの容易な供給
- コスト 機能、容量、自動化に見合った価格設定
- コンプライアンス 安全基準、規範への適合性
- 参考文献 既存顧客からのフィードバック
ディスカッション、現地視察、提案書レビューを通じて、上記のパラメータでサプライヤーを評価する。最低コストよりも安全性、信頼性、サポートなどの要素を優先する。
メタルアトマイズの利点と限界
メタルアトマイズにはいくつかの利点があり、人気のある粉末製造方法となっている:
メリット
- 粉体特性の優れたコントロール
- 金属の95%までの高い収率
- 自動化された高速連続運転
- 代替技術よりも低コスト
- 幅広い適用性 – ほとんどの合金に最適
- スケーラブルな生産能力
- 安定したパウダーの品質と組成
- AMプロセスに最適な球状パウダー
- プロセスパラメーターの調整による粉末特性の微調整
制限事項
- 高い設備投資が必要
- ガス、水道、電力の追加インフラ
- 複雑なシステムには専門のオペレーターが必要
- 反応性の高い合金の限界
- ガスアトマイズよりも低いパウダータップ密度
- 粉体画分を分離するために必要なふるい分けなどの二次処理
- 新合金粉末に必要な適格性試験
- 小ロット生産には向かない
ガス霧化と水霧化の比較
ガスアトマイズと水アトマイズのプロセスにはいくつかの違いがある:
| パラメータ | ガス噴霧 | 水の霧化 |
|---|---|---|
| 資本コスト | 高い | 低い |
| 営業費用 | 高い | 低い |
| 冷却率 | 遅い | 非常に高い |
| 酸素ピックアップ | 低い | 高い |
| 粉体の形態 | 球形度が高い | 不規則、衛星 |
| パウダーサイズ | 非常に微細、5 – 45 μm | より粗く、150μmまで |
| 合金適合性 | ほとんどの合金 | 限定的、低融点 |
| 生産性 | より低い | より高い |
| 用途 | AM、MIM | 溶射、P/M |
ガスアトマイズはコストが高いが、AMに適した優れた品質の粉末が得られる。水アトマイズはよりシンプルで安価な技術だが、粉末は酸素が多く、形状も劣る。

よくある質問
メタルアトマイゼーションは何に使われるのか?
金属微粒化は、微細で球状の合金粉末を製造するために使用される。これらの粉末は、積層造形、溶射コーティング、粉末射出成形、その他の粉末冶金用途に使用されます。
アトマイズできる金属は?
鋼、アルミニウム、チタン、ニッケル、銅、およびそれらの合金を含むほとんどの工学合金は、アトマイズに成功することができます。チタンのような一部の反応性合金は、制御された雰囲気が必要です。
ガス噴霧と水噴霧の違いは何ですか?
ガスアトマイズは、不活性ガスジェットを使用して金属を微細な液滴に分解する。酸素含有量の少ない球状のパウダーが得られる。水アトマイズは、より高い圧力の水ジェットを使用し、より高い生産率を実現しますが、粉末の酸素ピックアップは高くなります。
微粒化で達成できる粒子径は?
ガスアトマイズは5ミクロンまでの非常に微細な粉末を作ることができ、水アトマイズは150ミクロン以上の粗い粉末を作ることができる。粉体サイズはプロセスパラメーターによって制御される。
アトマイゼーションの典型的な生産量は?
実験室やパイロット・スケールのガスアトマイザーは、生産速度が1~10kg/hrと低い。大容量の水噴霧装置では、毎時1000 kg以上の粉末を生産することができます。
アトマイズされた金属粉はどのような産業で使用されているのか?
主な消費産業は、航空宇宙、自動車、医療、エレクトロニクス、石油・ガスである。粉末は、積層造形、金属射出成形、溶射プロセスによる完成部品の製造に使用される。
霧化システムの価格は?
噴霧化システムのコストは、実験室規模の装置では約10万ドルからだが、生産能力の高いシステムでは200万ドルを超えることもある。コストは、容量、機能、自動化、補助装置によって異なる。
霧化にはどのような安全上の注意が必要ですか?
アトマイズには、溶融金属、高圧ガス、水の取り扱いが含まれる。オペレーターには、広範な訓練と適切な保護具が必要である。ガス検知、消火、電気的隔離、緊急換気などの安全システムが重要です。
Additional FAQs: Metal Atomization
1) How do close-coupled gas atomizers differ from free-fall designs?
- Close-coupled atomizers place the gas jets millimeters from the melt orifice, maximizing shear and yielding finer, more spherical powders with fewer satellites. Free-fall designs atomize farther downstream, typically producing broader PSDs and slightly higher satellite content but can run higher melt rates.
2) When is water atomization preferred over gas atomization?
- For cost-sensitive, high-throughput production of steels, copper, and brazing alloys where irregular morphology and higher oxygen are acceptable (PM press-and-sinter, thermal spray). It is not recommended for reactive alloys or AM-grade powders requiring low O and high sphericity.
3) Which inert gas should I choose—argon or nitrogen?
- Argon is universal and nonreactive; it’s preferred for Ti, Al, Cu, and Ni superalloys to minimize nitrides. Nitrogen is lower cost and acceptable for austenitic steels and some CoCr grades but can form nitrides in Ti/Al systems.
4) What upstream melt practices most influence powder cleanliness?
- Vacuum induction melting (VIM) or VIM/VAR routes, ceramic-free or low-reactivity tundishes, fine filtration (ceramic/mesh), and tight superheat control. These reduce inclusions, oxide films, and gas pickup, improving powder flowability and AM defect rates.
5) How do I specify a powder for additive manufacturing?
- Call out PSD (e.g., 15–45 µm), sphericity (>0.90), flow (Hall/Carney), apparent/tap density, O/N/H limits (e.g., O ≤ 0.14 wt% for AlSi10Mg), satellite/agglomerate limits by image analysis, chemistry window, and packaging under inert gas with a reuse/genealogy plan.
2025 Industry Trends: Metal Atomization
- Electrification of atomizers: More facilities adopting all-electric melters and heat recovery on gas compressors to reduce energy intensity.
- Digital powder passports: Lot genealogy linking melt path, PSD, O/N/H, and sphericity now common in aerospace/medical RFQs.
- Hybrid atomization routes: Plasma spheroidization post-treatments applied to water-atomized feed to achieve AM-ready morphology.
- Close-coupled breakthroughs: Improved nozzle cooling and CFD-optimized gas caps reduce satellites by 20–35% at the same gas-to-metal ratio (GMR).
- Sustainability: Closed-loop water systems and silver/copper recovery from fines; EPDs and scope-2 energy metrics in bids.
2025 Snapshot: Metal Atomization KPIs (Indicative)
| KPI | 2023 Median | 2024 Median | 2025 YTD (Aug) | 備考 |
|---|---|---|---|---|
| Gas-to-metal ratio (GMR, N2, kg/kg) | 2.8 | 2.6 | 2.4 | CFD nozzles improve efficiency |
| Sphericity (AM-grade, image analysis) | 0.90 | 0.91 | 0.93 | Better jet stability |
| Satellite content (% by count) | 5.0 | 3.8 | 3.0 | Post-spheroidization gains |
| Oxygen (AM Al alloys, wt%) | ≤0.16 | ≤0.15 | ≤0.14 | Handling improvements |
| AM-grade yield (15–45 µm, %) | 32 | 35 | 38 | Tighter PSD control |
| Digital genealogy adoption (%) | 48 | 61 | 75 | Aerospace/med mandates |
Sources:
- ISO/ASTM 52907 (metal powder feedstock), ISO 13322 (image analysis): https://www.iso.org
- ASTM B212/B213/B214/B527, E1019/E1409/E1447: https://www.astm.org
- MPIF standards and design guides: https://www.mpif.org
- NIST manufacturing metrics and AM‑Bench: https://www.nist.gov/ambench
Latest Research Cases
Case Study 1: CFD‑Optimized Close‑Coupled Gas Atomization for AM Al Alloys (2025)
Background: A powder producer needed higher AM‑grade yield and lower satellites for AlSi10Mg.
Solution: Implemented redesigned gas cap/nozzle via CFD, improved gas preheat control, and inert handling from cyclone to pack-out.
Results: AM cut yield (15–45 µm) +11 percentage points; sphericity 0.92→0.94; satellites −33%; oxygen reduced from 0.15→0.13 wt%; customer first‑article acceptance improved from 70%→83%.
Case Study 2: Water‑Atomized Steel Powder Upgraded by Plasma Spheroidization (2024)
Background: An MIM supplier sought better flow and packing without switching to full gas atomization.
Solution: Applied plasma spheroidization to 20–63 µm water‑atomized 17‑4PH; introduced inline sieving and oxygen scrubbing.
Results: Flow rate improved 18% (Hall); apparent density +12%; defect rate in feedstock molding −22%; tensile variability narrowed by 15%.
Expert Opinions
- Prof. Leif Karlsson, Professor of Materials Engineering, University West (Sweden)
- “Optimizing gas dynamics in close‑coupled atomizers is the single most effective lever for sphericity and PSD narrowing without inflating GMR.”
- Dr. Brandon A. Lane, Additive Manufacturing Metrologist, NIST
- “Lot‑level bed imaging data tied back to powder passports is closing the loop—atomizer settings now inform print parameters in near‑real time.”
- Dr. Martina Zimmermann, Head of AM Materials, Sandvik Additive Manufacturing
- “Post‑spheroidization of water‑atomized powders offers a pragmatic bridge to AM‑suitable morphology when cost or alloy constraints preclude gas atomization.”
Practical Tools and Resources
- ISO/ASTM 52907 for AM feedstock requirements and testing: https://www.iso.org
- ASTM B standards for powder properties and analysis: https://www.astm.org
- MPIF Standard 35 and design guides for PM and MIM: https://www.mpif.org
- NIST AM‑Bench datasets and powder characterization research: https://www.nist.gov/ambench
- Senvol Database for machine–material and powder supplier mappings: https://senvol.com
- CFD/Process modeling tools (ANSYS Fluent, OpenFOAM) for nozzle and gas‑cap optimization
Last updated: 2025-08-25
Changelog: Added 5 focused FAQs; introduced a 2025 KPI snapshot table with sources; provided two recent case studies; included expert viewpoints; compiled practical tools/resources
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM/MPIF standards update, significant GMR or satellite-rate improvements (>10%), or OEMs expand powder passport requirements