アトマイズ金属 とは、微粒化によって微細な粒子となった金属粉末のことである。このプロセスでは、バルクの液体金属を微小な液滴のスプレーに変え、それが凝固して微細な球状粉末になります。アトマイズ金属は、そのユニークな特性と能力により、様々な産業で重要な役割を果たしています。
アトマイズ金属の応用
アトマイズされた金属粉末は、従来の金属フォームと比較していくつかの重要な利点を提供する:
- 高表面積 – 噴霧化された粉末は、その小さなサイズと球形状により、体積に対する表面積の比率が非常に高く、優れた接触と相互作用を可能にする。
- コンパクト化が容易 – 粉体は、高いグリーン密度で幅広い形状にプレスすることができ、効率的な製造が可能です。
- 性能の向上 – アトマイズ粉末から作られた部品は、多くの場合、より優れた機械的特性を示します。
- カスタム合金 – カスタム合金をアトマイズすることで、化学の精密な制御が可能になります。
これらの特性により、アトマイズ金属は粉末冶金、溶射、金属射出成形、積層造形による部品製造に適している。主な用途には次のようなものがある:
粉末冶金
粉末冶金は、圧縮・焼結された金属粉末を利用して、精密なネットシェイプ部品を製造する。粒子が細かいため、金型に押し込むと優れた流動性と成形性が得られます。部品は機械加工なしで厳しい寸法公差で作ることができ、材料の無駄を最小限に抑えることができます。一般的な粉末冶金部品には、自動車用トランスミッションのギア、コネクティングロッド、自己潤滑性ベアリングなどがある。
溶射
溶射では、霧化した粉末を加熱したガンに通して供給し、表面に溶融または半溶融の溶射皮膜を形成する。これにより、部品に厚い保護用金属皮膜を素早く塗布することができる。微粒化した金属を使用する溶射は、エンジンシリンダー、油圧シャフト、橋梁、その他耐摩耗性/耐食性または絶縁性が必要な工業部品のコーティングに使用される。
金属射出成形
金属射出成形(MIM)は粉末冶金とプラスチック射出成形を組み合わせ、小型で複雑な部品を製造する。アトマイズされた粉末をポリマーバインダーと混合し、射出成形した後、焼結します。MIMは、歯車や医療用インプラントのような複雑なネットシェイプの部品を、最小限の仕上げで大量生産することができます。
付加製造
選択的レーザー焼結、ダイレクトメタルレーザー焼結、バインダージェッティングは、噴霧化された金属粉末を利用してパーツを層ごとに3Dプリントする。複雑な形状を持つ軽くて多孔質の構造を付加的に造形することができます。アトマイズ金属は、積層造形による1点もののプロトタイプ、カスタム歯冠、航空宇宙部品、生物医学インプラントの製造に最適です。

アトマイズ金属粉末の製造方法
アトマイズされた金属粉末を工業規模で製造するために使用される技術はいくつかある:
ガス噴霧
ガスアトマイズが最も一般的な方法である。金属を溶かし、底にセラミックノズルのあるタンディッシュに注ぐ。高圧の不活性ガス(通常は窒素またはアルゴン)がノズルから噴射され、溶融ストリームを微細な液滴のスプレーに分解する。液滴は落下して冷却されると、急速に固化して球状の粉末になる。異なるガス圧力とノズル設計により、10ミクロンから150ミクロンの粉末が得られます。
水の霧化
水アトマイズでは、溶融金属流は高圧水ジェットによって分解される。水は液滴を急速に急冷するため、不規則な形状の粉末が得られます。水アトマイズは、ガスアトマイズに比べ、10ミクロン以下の微細な粒子を高い歩留まりで製造することができる。しかし、粉体は水中の酸素で汚染される可能性がある。
遠心霧化
ここでは、溶融金属を回転ディスクまたは複数の回転カップに供給する。遠心力によって液体金属の靭帯が飛ばされ、それが液滴になり、凝固して粉末になる。この方法では、ガスアトマイズよりも高い生産速度が得られるが、球形の粒子は得られない。
超音波ガス霧化
ガスアトマイザーで溶融金属の流れに超音波振動を加えると、液滴の噴霧が細かくなり、粒度分布が小さくなる。音波は金属の分解と分散を促進する。しかし、工業生産へのスケールアップは難しい。
電極誘導ガス霧化
ガスアトマイズの直前に、誘導コイルを介して溶融金属の流れに直接電流を流します。この誘導加熱は金属を沸騰させ攪拌し、より均一な大きさの球状粉末を作ります。これにより、粒子径と形態の制御が可能になります。
適切な噴霧化技術は、合金、所望の粉末特性、純度要件、および生産量に基づいて選択されます。
アトマイズ金属粉末の特性
アトマイズは、その性能を決定するユニークな組成と物理的特性を持つ粉末を製造する。主な特徴は以下の通り:
- 粒子径 一般的に10~150μm。小さいサイズは表面積が大きい。より大きなサイズは、よりよく梱包し、圧縮時に変形が少ない。
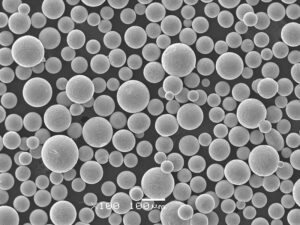
- 粒子形状 ガスアトマイズは、粉体プレスに理想的な球状の粒子を作る。水アトマイズ粒子はより不規則です。
- 粒度分布 –分布が狭いため、充填時にボイドが少なく、粉末密度が最大になります。
- 構成 化学と微細構造は制御可能である。急冷は、しばしば非平衡メタ安定相を生成する。
- 純度 – 不活性ガス噴霧は酸化を防ぎます。微量の酸素や窒素は粒子を脆化させます。
- 流動性 – 球状形態は優れた流動挙動を与える。成形時にダイキャビティを均一に充填するために重要。
- 見かけ密度 より高い密度は、プレス特性と焼結挙動を改善します。理論密度40-65%の範囲。
- タップ密度 – 機械的なタッピング/攪拌後、粉体は理論密度の65%を達成することができます。圧縮性を示す。
- ハウスナー比 低比率(~1.25)は、加工中の粉末の流れやすさを示す。高い比率(~1.4)は、凝集性と流動性の悪さを示唆する。
これらのパウダーの品質は、霧化プロセスを注意深く制御することによって、特定のアプリケーションの要件を満たすように調整されます。
アトマイズ金属粉末を使用する利点
アトマイズ金属は、製造において他の出発材料と比較していくつかの重要な利点を提供する:
- 耐久性が高く、安定した部品を効率的に生産
- 金属加工工程に比べてスクラップの発生が少ない
- 小さく複雑な部品形状を可能にする
- インゴット冶金では容易に製造できない合金組成を提供する。
- 積層造形法による柔軟性の提供
- 特性を向上させる超微細構造を可能にする
- 部品全体により均一な微細構造をもたらす
- 卓越した表面仕上げ、密度、公差、再現性を実現
- 機械加工を最小限に抑え、ニアネットシェイプの製作が可能
- 新しい非平衡金属相の提供
アトマイズ金属のユニークな特性は、自動車、航空宇宙、エレクトロニクス、医療、防衛産業における重要な用途に理想的な原料となっている。その精度と性能は、従来の金属加工ルートでは達成できないことが多い。
アトマイズ金属製造の進歩
最近の微粒化技術の発展は、金属粉末の能力と用途を拡大している:
- マイクロ波プラズマトーチは、金属を沸点以上に過熱し、微粒化する際に100nm以下の超微細ナノ粒子を生成することができる。
- 霧化と冷却を制御することで、優れた特性を持つアモルファス金属粉末の製造が可能になる。
- マルチノズル・ガスアトマイゼーションは、中空球体やフレークのような斬新な粒子形状を生成する。
- 動的なガス流調整により、粒子径分布と形態をその場で変更。
- 超高速加速霧化によりナノ結晶複合粉末を製造。
- 霧化-焼結統合システムはコストを下げ、品質を向上させている。
- 蒸着による飛行中の滑らかな粒子コーティングは、より良い粉体流動とパッキングを可能にしている。
- 液滴形成と凝固の高度なモデリングにより、噴霧化プロセスを最適化している。
- 特殊なノズルにより、アルミニウムやマグネシウムのような反応性の高い合金の酸化を最小限に抑えた霧化が可能。
アトマイズ金属粉末製造の継続的な研究と進歩は、さらなる応用と能力を引き出すだろう。

アトマイズ金属粉末の主要メーカー
ほとんどのアトマイズ粉末は、少数の大手金属粉末サプライヤーによって生産されている:
- ホエガネスコーポレーション - GKNグループ傘下の金属粉末メーカー。
- ニッケル超合金の製造。
- 会社概要、製品紹介。
- ホガナス - 精密機械部品用鉄粉の製造。
- Rio Tinto Metal Powders - チタンおよび特殊合金粉末の主要メーカー。
- 企業概要、製品紹介。
- CNPC Powder Group - アルミニウムおよび合金粉末の大手メーカー。
- 三井金属鉱業 - 銅、鉄、錫の粉末の日本のサプライヤー。
- ダイカストおよびアトマイズ装置のグローバルリーダー。
- Makin Metal Powders (UK) Ltd – Al、Cr、Ni 超合金粉末の大手メーカー。
これらの企業のほとんどは、特定のニーズに合わせて粒子径、形状、化学的性質を調整することができる。
アトマイズ金属粉末の課題
アトマイズド・メタルには明確な利点がある一方で、固有の課題もある:
- 高い製造コスト - 高価な原料、設備、高純度の不活性ガスが必要。
- 使用可能なサイズは限られている - ガスアトマイゼーションは25~150μmのパウダーに最適。超微粒子や粗粒子には他の方法が必要。
- 酸素のピックアップ - 噴霧化と取り扱いは、特に反応性合金に微量の酸素汚染をもたらす可能性がある。
- タップ密度の低下 - 不規則な粉末形状は、成形後の最大密度を低下させる。
- 粉塵の危険性 - 微粉末は爆発や吸入の危険性があり、特別な取り扱いが必要である。
- 原材料の純度 - 不純物や介在物が液体金属から持ち越され、最終的な特性に影響を及ぼすことがある。
- 凝集 - 粒子の衛星や凝集物が粉体の流動性を低下させる。
- コンパクトの気孔率 - 最も密度の高いパッキングにも、汚染を閉じ込める可能性のある微細な気孔が存在する。
- 残留応力 - 凝固中の急速な冷却と収縮により、粒子に応力が発生する。
- 成形体の酸化 - 焼結は、酸化を防ぐために真空または不活性雰囲気下で行わなければならない。
- 寸法変化 - 固体焼結中の10~20%の収縮は、反りや歪みの原因となる。
このような困難は、適切な粉末の製造、取り扱い、部品加工方法によって対処できるものの、特定の粉末冶金用途では依然として障害となっている。
アトマイズ金属粉末の将来展望
アトマイズ金属粉末のユニークな特性は、事実上すべての産業において高性能部品の製造に適している。継続的な研究とプロセスの改良により、アトマイズ金属は、より軽く、より強く、より複雑な金属部品を可能にする上で、拡大する役割を果たすでしょう。
アトマイズ金属粉末の将来を形作る主要トレンド:
- 3Dプリンティングの導入が進み、コストが低下。
- より厳密な粒度制御と粒子改質により粉体性能を向上。
- 粉末冶金のみによる新規高強度合金の開発。
- インプラントや人工装具のような生体医療部品への用途拡大。
- カスタマイズされた微細構造と特性のための継続的な合金開発。
- 自動化と現場での噴霧化により、金属AMユーザーのコストを削減。
- ナノ粒子の微粒化により、極めて微細で優れた特性を実現。
- 金属粉のリサイクルへの注力の高まり。
- マルチメタルプリンティングとコンポジットにより、使用可能な合金の幅が広がる。
- 粉末の特性と焼結性を高める特殊な表面コーティング。
- ガス汚染を最小限に抑える高純度システム。
アトマイズされた金属粉末は、より強く、より軽く、より高性能で、より複雑な金属部品を可能にする。現在進行中の冶金学的および加工法の開発は、製造業全体に新たな機会をもたらすだろう。
よくある質問
最もよくアトマイズされる金属は何ですか?
最も一般的なアトマイズ金属は以下の通り:
- ステンレス鋼などの鉄鋼合金
- 真鍮などの銅および銅合金
- アルミニウム-シリコンを含むアルミニウム合金
- ニッケル基超合金とコバルト合金
- チタンおよびチタン合金
アトマイズされた粉体の典型的なサイズ範囲は?
ガスアトマイズ粉末の直径は約10ミクロンから150ミクロン。水アトマイズ粉末は3ミクロンまで小さくすることができる。特殊なプロセスでは、1ミクロン以下のナノ粒子粉末を生成することができる。
アトマイズされた金属粉はどのような産業で使用されているのか?
アトマイズ金属粉末を利用する主な産業には、航空宇宙、自動車、電子機器、生物医学、防衛、積層造形などがある。粉末は、軽くて強く、複雑な金属部品を可能にする。
ガスアトマイズ粉末の主な利点は何ですか?
ガスアトマイズ粉末は球状の形態を持ち、金型成形時に良好な流動性と圧縮性を提供する。また、酸素汚染も少ない。
金属粉の安全な取り扱い方法は?
金属粉は爆発の危険性があるため、取り扱いには注意が必要である。作業者は吸入を避けるために呼吸器を着用する。粉塵の蓄積を防ぐため、粉塵は蓋をして密閉しておく。
なぜ窒素のような不活性ガスが金属の霧化に使われるのか?
不活性ガスは、溶融金属と空気との反応を防ぎ、酸化を防ぐ。アルゴンよりも安価な窒素が最も一般的に使用される。
金属射出成形と金属バインダージェット3Dプリンティングとは?
どちらのプロセスも、まず有機バインダーと混合した金属粉末から部品を成形する。その後、バインダーを除去し、粉末を焼結して最終的な高密度の金属部品にします。
金属粉はどのようにリサイクルされるのか?
未使用の金属粉末は、新しい粉末とブレンドすることも、直接再アトマイズすることもできる。部品や3Dプリントされたコンポーネントは、しばしば破砕され、粉末原料に再アトマイズされます。
Frequently Asked Questions (FAQ)
1) What factors most influence the flowability of atomized metals for AM and MIM?
- Particle morphology (sphericity, satellites), size distribution (narrow PSD), surface oxides, and moisture. Hall/Carney flow tests and Hausner ratio (target ≤1.25–1.30) are common QC metrics per ISO/ASTM 52907.
2) When should gas atomization be preferred over water atomization?
- Choose gas atomization for higher sphericity, lower oxygen pickup, and better flow (LPBF, MIM, cold spray). Water atomization fits cost-sensitive PM parts needing high yields of fine particles, where some irregularity is acceptable.
3) How do oxygen and nitrogen contents affect mechanical performance of atomized powders?
- Elevated O/N increase oxide/nitride inclusions, raising brittleness and lowering fatigue strength. Many aerospace feedstocks target O ≤ 0.03–0.06 wt% and N ≤ 0.02 wt%, verified via inert gas fusion per ISO 15351/ASTM E1019.
4) What PSD is commonly used for powder bed fusion vs. thermal spray?
- LPBF: typically 15–45 μm (sometimes 20–63 μm). Thermal spray: often 15–90 μm for HVOF and 45–106 μm for plasma spray, depending on torch/nozzle configuration.
5) How many reuse cycles are safe for atomized metals in LPBF?
- With closed-loop inert handling and screening each cycle, 6–10 reuses are common. Blend 20–50% virgin powder to maintain chemistry and PSD; track O/N/H, flow, and density per ISO/ASTM 52907.
2025 Industry Trends for Atomized Metals
- Capacity expansion: Regional gas-atomization plants add capacity to stabilize lead times and pricing.
- Quality automation: Inline optical PSD, laser diffraction, and AI vision detect satellites and hollow particles in real time.
- Sustainability: Argon recovery and inert-loop handling cut gas consumption 30–50%; powder reuse extended to 8–12 cycles with minimal property drift.
- Safety upgrades: ATEX/DSEAR-compliant enclosed powder logistics and real-time dust monitoring become standard for AM production cells.
- Standards alignment: Faster qualification using ISO/ASTM 52907 with digital certificates and material passports for traceability.
2025 Snapshot: Powder KPIs and Market Signals
| メートル | 2023 Baseline | 2025 Status | Notes/Source |
|---|---|---|---|
| Typical GA powder price (common alloys, USD/kg) | 20–120 | 22–115 | Price stabilization via added capacity; energy-cost headwinds. Wohlers 2025, industry quotes |
| Average sphericity (aspect ratio) | 0.92–0.96 | 0.94–0.98 | Better nozzle design and process control. OEM datasheets |
| Hall flow (s/50 g, GA steels/Ni) | 16–22 | 15–19 | Reduced satellites; improved sieving. ASTM B213 QA |
| Oxygen content (wt%, AM-grade) | 0.03–0.08 | 0.02–0.06 | Closed-loop handling; inline gas purity. ISO/ASTM 52907 |
| LPBF reuse cycles (before blend) | 3–6 | 6–10 | Inert reconditioning, real-time QC. ASTM AM CoE guidance |
| Argon consumption per kg powder (GA) | - | −25–40% vs 2023 | Argon reclamation and process tuning. Plant case reports |
| Build rate improvement (LPBF) | - | +20–35% | Multi-laser synchronization; monitoring. OEM app notes |
Authoritative references and standards:
- ISO/ASTM 52907:2023 (Characterization of metal powders for AM)
- ASTM B213 (Flow rate), B212/B703 (Apparent/tap density), E1019 (O/N/H)
- NIST AM-Bench datasets and process-parameter studies
- Wohlers Report 2025 market insights
Latest Research Cases
Case Study 1: Inline AI Vision Reduces Satellite Content in Gas-Atomized Powders (2025)
Background: A European atomizer faced variable flowability due to intermittent satellite formation on steel and Ni-alloy powders.
Solution: Added high-speed imaging + ML classification at cyclone outlets; feedback loop adjusted gas pressure and melt superheat in real time.
Results: Satellite count reduced by ~35%; Hall flow improved from 18.9 to 16.4 s/50 g; LPBF bulk density rose 0.3–0.5%; scrap rate at customer sites dropped 12%. Sources: Supplier technical note; QA records aligned to ISO/ASTM 52907.
Case Study 2: Water-Atomized Steel Powder Upgraded by Plasma Spheroidization for MIM (2024)
Background: MIM house sought cost savings by using water-atomized powder while preserving flow and sintered properties.
Solution: Applied RF plasma spheroidization to a fine WA powder; tight sieving and de-oxidation; binder system optimized for rheology.
Results: Apparent density +18%, Hausner ratio from 1.39→1.28; defect rate in micro-gears reduced by 22%; mechanical properties matched GA control after sintering. Sources: Joint lab report and third-party test data.
Expert Opinions
- Prof. Suresh Babu, Governor’s Chair of Advanced Manufacturing, University of Tennessee/Oak Ridge National Laboratory
Key viewpoint: “Powder quality consistency—especially oxygen control and PSD stability—remains the strongest predictor of AM part performance, often more than incremental laser power or scan strategy.” - Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Standardized powder characterization per ISO/ASTM 52907, coupled with digital material passports, is accelerating cross-platform qualification and reducing nonconformances.” - Dr. Anushree Chatterjee, Director, ASTM International Additive Manufacturing Center of Excellence
Key viewpoint: “In 2025, round-robin datasets are closing the loop between powder metrics and fatigue allowables, enabling more predictable design with atomized metals.”
Practical Tools/Resources
- ISO/ASTM 52907: Characterization methods for metal powders in AM
https://www.iso.org/standard/78974.html - ASTM standards: B213 (flow), B212/B703 (density), E1019 (O/N/H), AM CoE resources
https://www.astm.org/ and https://amcoe.astm.org/ - NIST AM-Bench: Benchmark datasets and validation problems
https://www.nist.gov/ambench - Senvol Database: Machines, materials, specs for atomized metals
https://senvol.com/database - HSE ATEX/DSEAR guidance: Powder handling safety
https://www.hse.gov.uk/fireandexplosion/atex.htm - Open-source tools: pySLM (scan strategies), AdditiveFOAM (thermal/porosity modeling), Thermo-Calc (CALPHAD for alloy design)
- Wohlers Report 2025: Market and technology trends for metal powders
https://wohlersassociates.com/
Last updated: 2025-08-27
Changelog: Added 5 new FAQs, 2025 trends with KPI table and sources, two recent case studies, expert commentary, and a curated tools/resources list aligned with ISO/ASTM standards.
Next review date & triggers: 2026-03-15 or earlier if ISO/ASTM standards update, major atomizer capacity changes, or new safety/ATEX directives affecting powder handling.