はじめに
現代の製造業とエンジニアリングの領域では、航空宇宙、自動車、エレクトロニクスなどの産業の急成長により、高品質の金属粉末の需要が急増している。 金属粉末噴霧 は、卓越した特性を持つ細かく分割された球状の金属粒子を製造する画期的な技術として登場した。この記事では、金属粉末噴霧化の世界を掘り下げ、そのプロセス、利点、応用、課題、そして将来の可能性を探る。
金属粉末噴霧化とは?
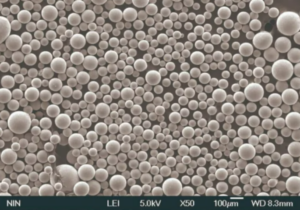
金属粉末のアトマイズは、溶融金属を微細な液滴に変換し、急速に凝固させて球状の粒子にする粉末製造プロセスです。得られた金属粉末は、安定した粒度分布と強化された特性を示し、様々な産業用途に理想的です。

霧化プロセス
ガス噴霧
ガスアトマイズは最も一般的な方法のひとつで、高圧ガスを利用して溶融金属の流れを微細な液滴に分解する。ガスは、金属の反応性に応じて、窒素、アルゴン、あるいは水素である。
水の霧化
水アトマイズは、高圧水ジェットを使用して溶融金属を液滴に細分化する。この方法は、非反応性の金属や合金の製造に特に適している。
プラズマ霧化
プラズマアトマイゼーションは、高温プラズマアークを使用して金属を気化させ、その後急冷凝固させて粉末粒子を形成する。この技術は、耐火性金属や複雑な合金に適している。
金属粉末噴霧化の利点
制御された粒度分布
金属粉末の噴霧化は、粒度分布を正確に制御することができ、その結果、様々な用途で材料の性能を高める均一な粉末を得ることができる。
強化された粉末純度
アトマイズプロセスは、金属粉末中の不純物の存在を減少させ、より高い純度レベルに導きます。
粉体流動性の向上
微粒化によって達成される球状形態は、金属粉末の優れた流動性を保証し、製造時の取り扱いや加工を容易にする。

金属粉末噴霧化の応用
付加製造
金属3Dプリンティングの出現は製造業に革命をもたらし、金属粉末噴霧化は積層造形プロセスに必要な高品質の粉末を提供する上で極めて重要な役割を果たしている。
粉末冶金
プレスや焼結などの粉末冶金技術は、噴霧化された金属粉末を利用して、優れた機械的特性を持つ複雑な部品を作る。
溶射コーティング
アトマイズによって製造される金属粉末は、腐食防止、耐摩耗性、熱障壁のために溶射皮膜に広く使用されている。
ろう付けと焼結
アトマイズされた金属粉末のユニークな特性は、ろう付けや焼結の用途で活用され、さまざまなアセンブリで強靭で耐久性のある接合部を実現します。
金属射出成形(MIM)
MIMはプラスチック射出成形に似たプロセスで、噴霧化された金属粉末を利用して、医療、自動車、消費財分野向けの複雑な金属部品を製造する。
アトマイズに使用される金属の種類
鉄金属
鉄、鋼、ステンレス鋼などの鉄系金属は、自動車部品から建築材料まで、幅広い産業で使用される粉末を製造するために、一般的にアトマイズされる。
非鉄金属
アルミニウム、銅、チタンなどの非鉄金属も頻繁にアトマイズされ、航空宇宙、エレクトロニクス、防衛などの産業に貢献している。
反応性金属
ジルコニウム、タンタル、マグネシウムのような反応性金属は、反応性が高いため、アトマイズがより困難である。しかし、アトマイズ技術の進歩により、特殊用途向けにこれらの材料から粉末を製造することが可能になりました。
霧化に影響する要因
金属組成
金属や合金の選択は霧化プロセスに大きく影響し、反応性、融点、粘度が液滴形成に影響する。
霧化ガス/水/プラズマの選択
適切な微粒化媒体を選択することは、望ましい粒子特性を達成するために極めて重要である。異なる媒体は液滴の冷却速度と凝固に影響を与えるからである。
霧化チャンバーの設計
微粒化チャンバーの設計は、効率的な液滴分割と冷却を保証する上で重要な役割を果たし、最終的な粉末の品質と歩留まりに影響を与える。
霧化圧力と温度
霧化の圧力と温度を制御することで、粒子径、形態、特性を正確に調整することができ、プロセスの重要な側面となる。

金属粉末噴霧化の課題
酸化と汚染
噴霧化の際、反応性ガスや水分にさらされると、金属粉の不要な酸化や汚染につながり、その性能に影響を及ぼす可能性がある。
粒子凝集
粒子の凝集(塊状化)は微粒化中に起こり、様々な用途における粉末の流動性や分散性を阻害する。
コストとエネルギー消費
金属粉末の噴霧化はエネルギー集約的でコストがかかるため、エネルギー効率の高い方法とコスト効率の高い生産ルートの探求が不可欠である。
イノベーションと将来展望
合金開発
アトマイズプロセスに特化した合金開発の進歩は、優れた特性を持ち、より幅広い用途に使用できる新しい材料につながるだろう。
ナノ粒子製造
微粒化によってナノ粒子を製造する研究は、触媒、エレクトロニクス、生物医学などの分野で新たな可能性を開くだろう。
ハイブリッド霧化技術
異なるアトマイズ法を組み合わせたり、アトマイズを他のプロセスと統合したりすることで、粉末特性とプロセス効率を高めるハイブリッド技術が生まれるかもしれない。
環境への配慮
廃棄物管理
特に反応性金属や有害金属については、アトマイズによる環境への影響を最小限に抑えるために、効率的な廃棄物管理戦略を実施する必要がある。
エネルギー効率
霧化工程のエネルギー効率を改善する努力を続けることは、持続可能な製造慣行とカーボンフットプリントの削減に貢献する。

結論
金属粉末の噴霧化は、金属粉末の製造に革命をもたらし、航空宇宙から医療まで幅広い産業において無数の可能性を解き放ちました。粒度分布を制御し、粉末の純度を高め、流動性を向上させる能力は、多様な用途でアトマイズ粉末の採用を推進しました。技術が進歩し、課題に対処し、イノベーションを探求するにつれて、金属粉末のアトマイズは、材料工学と製造業の未来を形作る上で極めて重要な役割を果たし続けるでしょう。
よくある質問
金属粉末噴霧の主な用途は?
金属粉末の噴霧化は、付加製造、粉末冶金、溶射コーティングなどの産業で主に応用されている。
金属粉末のアトマイズは大規模生産に使えるか?
そう、金属粉末の噴霧化は、さまざまな産業の需要に応える大規模生産にスケールアップできる。
3Dプリントで一般的にアトマイズされる金属は何ですか?
チタン、アルミニウム、ステンレス鋼のような材料は、金属粉末床融合技術を用いて3Dプリント用にアトマイズされるのが一般的である。
金属粉末のアトマイズは持続可能なプロセスか?
アトマイズはエネルギーを大量に消費する可能性があるが、金属粉末のアトマイズ工程のエネルギー効率と持続可能性を改善する努力がなされている。
金属粉末のアトマイズは、他の粉末製造法と比べてどうですか?
金属粉末の噴霧化は、機械的粉砕や粉砕のような従来の粉末製造方法とは異なり、制御された特性を持つ球状粉末を製造する上で明確な利点を提供します。
Additional FAQs About Metal Powder Atomization
1) Which atomization route is best for additive manufacturing powders and why?
- Inert gas atomization and vacuum gas atomization (including EIGA/PREP) are preferred because they yield highly spherical particles with tight PSD, low oxygen/nitrogen, and fewer satellites/hollows—key for PBF/DED flowability and density.
2) How do process parameters influence particle size distribution (PSD)?
- Higher gas-to-metal ratio and superheat reduce median size (D50) and narrow PSD; nozzle geometry and chamber pressure affect breakup mode and satellite formation; quench rate impacts surface roughness and hollows.
3) Can water‑atomized powders be used for AM?
- Viable for binder jetting followed by sinter/HIP, but generally unsuitable for PBF without extensive conditioning due to irregular shape and higher oxide. They are widely used in MIM and PM components.
4) What are “satellites” and “hollow particles,” and why do they matter?
- Satellites are small particles welded onto larger ones; hollows are shells formed by gas entrapment. Both degrade flowability, packing, and can seed defects in AM parts. Image analysis and CT quantify and help control them.
5) How do suppliers minimize oxidation and contamination during atomization?
- Use high‑purity feedstock, inert/vacuum atmospheres, low O2/H2O dew points, closed‑loop argon recirculation, clean refractories, and rapid, controlled cooling; post‑processing includes sieving, de‑dusting, and air elutriation.
2025 Industry Trends for Metal Powder Atomization
- Quality transparency: CoAs increasingly include sphericity/satellite % (image analysis) and CT‑measured hollow fraction alongside O/N/H and PSD.
- Energy efficiency: Argon recirculation, higher thermal recovery from off‑gas, and optimized gas-to-metal ratios trim operating costs 5–12%.
- Regional capacity: New atomizers in NA/EU/APAC reduce lead times and logistics risk; greater onshore supply for aerospace/medical alloys.
- Binder jet surge: Engineered bimodal PSDs for steels and Cu alloys enable 97–99.5% sintered density, with HIP for critical parts.
- Advanced monitoring: Real‑time melt superheat control, off‑gas spectroscopy, and machine vision for plume diagnostics reduce satellite formation.
2025 Market and Technical Snapshot (Metal Powder Atomization)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Gas‑atomized 316L price | $10–$18/kg | −2–5% | Supplier indices, distributor quotes |
| Gas‑atomized Ti‑6Al‑4V price | $150–$280/kg | −3–7% | Alloy/PSD dependent |
| Common AM PSD cuts (PBF) | 15–45 µm, 20–63 µm | Stable | OEM guidance |
| Sphericity (image analysis) | ≥0.93–0.98 | Slightly up | Supplier CoAs |
| Satellite fraction (image) | ≤3–6% | Down | Process tuning, plume control |
| CT hollow particle fraction | 0.5–1.5% | Down | PREP/EIGA/VGA adoption |
| Validated AM powder reuse | 5–10 cycles | Up | O/N/H trending + sieving programs |
| Argon recirculation savings | 15–30% Ar use reduction | Up | Energy/LCA initiatives |
Indicative sources:
- ISO/ASTM 52907 (Metal powders), 52908 (AM process qualification): https://www.iso.org | https://www.astm.org
- MPIF standards and buyer guides: https://www.mpif.org
- NIST AM Bench and powder metrology: https://www.nist.gov
- ASM Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metal dusts): https://www.nfpa.org
最新の研究事例
Case Study 1: Closed‑Loop Gas‑to‑Metal Ratio Reduces Satellites in 316L (2025)
Background: A European atomizer faced high satellite content causing PBF recoater stops at customers.
Solution: Implemented real‑time plume imaging, closed‑loop gas‑to‑metal ratio, and tighter melt superheat control; added post‑classification air elutriation.
Results: Satellite fraction fell from 8.0% to 3.0% (image analysis); Hall flow improved 14%; AM relative density improved from 99.4% to 99.8%; customer stoppages reduced 40%.
Case Study 2: Vacuum Gas Atomization with CT Screening for Ti‑6Al‑4V (2024)
Background: An aerospace OEM required lower hollow fraction to tighten fatigue scatter.
Solution: Vacuum gas atomization using EIGA electrodes; in‑line oxygen monitoring; lot‑level CT to cap hollow fraction ≤1.0%; argon recirculation to reduce cost.
Results: Hollow fraction median 0.6%; oxygen 0.12 wt% ±0.01; HIP’d PBF coupons showed 2× reduction in HCF scatter band width; powder cost −6% via gas reuse.
専門家の意見
- Prof. Diran Apelian, Distinguished Professor (emeritus), Metal Processing
Key viewpoint: “Melt cleanliness and stable atomization dynamics—superheat and gas‑to‑metal ratio—set the quality ceiling more than any post‑process screening.” - Dr. John Slotwinski, Additive Manufacturing Metrology Expert (former NIST)
Key viewpoint: “CT‑quantified hollow and image‑based satellite metrics on CoAs are now leading indicators of AM defect initiation—buyers should require them.” - Prof. Tresa Pollock, Distinguished Professor of Materials, UC Santa Barbara
Key viewpoint: “For reactive and high‑temperature alloys, vacuum/inert control and powder morphology govern fatigue and corrosion performance post‑HIP.”
Note: Viewpoints synthesized from public talks and publications; affiliations are publicly known.
実用的なツールとリソース
- Standards and testing
- ISO/ASTM 52907, 52908; ASTM B214 (sieve), B213 (flow), B212 (apparent density), B962 (tap density); MPIF 35 (MIM properties): https://www.iso.org | https://www.astm.org | https://www.mpif.org
- Safety and compliance
- NFPA 484 combustible metal dust guidance; ATEX/DSEAR resources for Dust Hazard Analysis: https://www.nfpa.org
- Metrology and QC
- NIST powder characterization resources; LECO O/N/H analyzers; industrial CT for hollow/satellite quantification: https://www.nist.gov
- Technical references
- ASM Digital Library (Powder Metallurgy; Additive Manufacturing; Titanium & Stainless): https://www.asminternational.org
- Buyer’s QC checklist
- CoA completeness (chemistry, PSD, flow, densities, O/N/H, sphericity, satellites, hollows), genealogy/traceability, SPC dashboards, sample build/sinter coupons, local inventory/lead time
最終更新日: 2025-08-26
変更履歴: Added 5 targeted FAQs; inserted 2025 market/technical snapshot table with indicative sources; included two recent atomization case studies; compiled expert viewpoints; provided practical tools/resources for Metal Powder Atomization
次回の見直し日とトリガー: 2026-02-01 or earlier if ISO/ASTM/MPIF standards update, major OEMs revise AM powder specs, or new NIST/ASM datasets link morphology/interstitials to AM defect rates and fatigue performance