Impression 3D de poudre de titane est un métal solide, léger et résistant à la corrosion, idéal pour l'impression 3D de pièces complexes et durables pour l'aérospatiale, l'automobile, la médecine et d'autres applications de pointe. Cet article présente une vue d'ensemble de la métallurgie des poudres de titane, de leurs propriétés, de leurs applications et des fournisseurs de fabrication additive à base de titane.
Aperçu de l'impression 3D de poudre de titane
Le titane est un matériau intéressant pour l'impression 3D en raison de son rapport poids/résistance élevé, de sa résistance à la fatigue et à la rupture et de sa biocompatibilité. Les poudres de titane permettent d'imprimer des pièces par fusion sur lit de poudre avec des caractéristiques fines et des géométries complexes.
Qualités de titane : Les alliages de titane couramment utilisés pour l'AM comprennent le Ti-6Al-4V (Ti64), le Ti64 ELI, le Ti grade 2 commercialement pur (CP) et le Ti 6242.
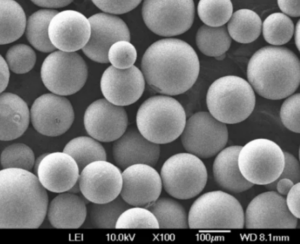
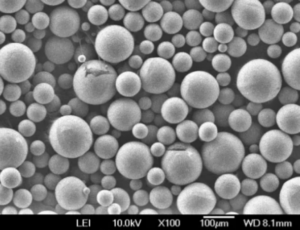
Production de poudre : La poudre de titane est produite par atomisation au gaz, où le titane fondu est atomisé par un jet de gaz inerte en fines particules sphériques avec une distribution de taille serrée. Le procédé par électrodes rotatives à plasma (PREP) est également utilisé.
Taille des poudres : La taille des poudres est généralement comprise entre 15 et 45 microns. Les poudres plus fines, de l'ordre de 15 microns, permettent une meilleure résolution, tandis que les poudres plus grossières, de l'ordre de 45 microns, permettent des taux de fabrication plus élevés.
La fluidité et la réutilisation : La morphologie sphérique et la distribution contrôlée de la taille confèrent une bonne fluidité. La poudre de titane peut généralement être réutilisée jusqu'à 10 à 20 fois si elle est manipulée correctement.
La sécurité : La poudre de titane est hautement inflammable et réagit avec l'air en raison de sa nature pyrophorique. Il est essentiel de la manipuler correctement dans une atmosphère inerte.
Composition et microstructure
La composition de la poudre de titane, la microstructure, les phases présentes et les défauts tels que la porosité déterminent les propriétés finales des pièces imprimées.
Composition élémentaire
| alliage | titane | Aluminium | Vanadium | Le fer | Oxygène | Azote | Hydrogène |
|---|---|---|---|---|---|---|---|
| ti-6al-4v | Balance | 5.5-6.5% | 3.5-4.5% | <0.3% | <0.2% | <0.05% | 0,015 pour cent |
| Ti-6Al-2Sn-4Zr-6Mo | Balance | 5.5-6.5% | – | – | – | – | – |
| CP Grade 2 Ti | 99,2% min | – | – | 0,3% max | 0,25% max | 0,03% max | 0,015% max |
Phases : Les alliages de titane contiennent un mélange de phases α hexagonales étroitement emballées et β cubiques centrées sur le corps. Les taux de refroidissement en AM peuvent générer des phases non équilibrées.
Défauts : Le manque de fusion, la porosité, les microfissures peuvent apparaître et dégrader les propriétés mécaniques. Le pressage isostatique à chaud (HIP) permet de réduire les défauts et d'améliorer l'homogénéité.
Structure du grain : Des grains colonnaires prior-β le long de la direction de construction sont observés dans les alliages de titane AM en raison d'une solidification rapide et d'une croissance épitaxiale. La largeur des grains colonnaires influe sur la résistance.
Rugosité de la surface : Les procédés de fusion sur lit de poudre conduisent à des surfaces imprimées semi-lisse en raison des particules de poudre partiellement fondues. Une finition supplémentaire est souvent nécessaire.
Propriétés principales
Les propriétés des pièces en titane imprimées sont influencées par la composition, la porosité, la rugosité de la surface, l'orientation de la construction, le traitement thermique et la direction des essais.
Propriétés physiques
| Propriété | ti-6al-4v | CP Grade 2 Ti |
|---|---|---|
| Densité (g/cc) | 4.42 | 4.51 |
| Point de fusion (°C) | 1604-1660 | 1668 |
Propriétés mécaniques
| Propriété | Tel qu'imprimé | Pressage isostatique à chaud (HIP) | Forgé, laminé, recuit |
|---|---|---|---|
| Résistance à la traction (MPa) | 900-1300 | 950-1150 | 860-965 |
| Limite d'élasticité (MPa) | 800-1100 | 825-900 | 790-870 |
| Allongement à la rupture (%) | 5-15 | 8-20 | 15-25 |
| Dureté (HRC) | 32-44 | 32-36 | 31-34 |
Avantages
- Rapport résistance/poids élevé
- Conserve sa résistance à des températures élevées
- Résistance à la fatigue, à l'usure et à la corrosion
- Bioinert – ; convient aux implants médicaux
- Peut résister aux traitements de stérilisation
Limites
- Matériaux coûteux et traitement AM
- Poudre réactive et inflammable
- Propriétés anisotropes
- ductilité inférieure à celle des formes corroyées

Applications des pièces en titane fabriquées de manière additive
L'impression 3D élargit l'utilisation du titane à des composants plus légers, plus résistants et plus performants dans tous les secteurs d'activité.
Aérospatiale : Aubes de turbines, structures de cellules et de moteurs, antennes, échangeurs de chaleur
Automobile : Bielles, soupapes, roues de turbocompresseur, composants de la transmission
Soins médicaux et dentaires : Implants orthopédiques, prothèses, instruments chirurgicaux, dispositifs adaptés au patient
Pétrole et gaz : Tuyaux, vannes, composants de têtes de puits, séparateurs résistants à la corrosion
Biens de consommation : Équipements sportifs tels que cadres de bicyclettes, têtes de clubs de golf, montures de lunettes
Outillage : Canaux de refroidissement conformes et légers intégrés dans les moules d'injection de métal, les gabarits et les fixations
Populaire Impression 3D de poudre de titane pour AM
| alliage | Applications | Imprimabilité | Finition de la surface | Propriétés mécaniques |
|---|---|---|---|---|
| Ti-6Al-4V ELI | Composants aérospatiaux, implants biomédicaux | Excellent | Modéré | Haute résistance, dureté, résistance à la fatigue |
| ti-6al-4v | Pièces structurelles pour l'aérospatiale, l'automobile | Très bon | Modéré | Résistance, ténacité à la rupture |
| Ti 6242 | Composants à haute température | Bon | Pauvre | Résistance à 300°C, résistance au fluage |
| CP Grade 2 Titane | Implants médicaux, usines chimiques | Modéré | Très bon | Ductilité, résistance à la corrosion |
Spécifications et normes
Des exigences de qualité strictes sont appliquées à la poudre de titane et aux pièces imprimées, conformément aux normes aérospatiales et médicales.
Spécifications des poudres
| Paramètres | Exigence | Méthode de test |
|---|---|---|
| Taille des particules | 15-45 μm | Diffraction laser |
| Densité apparente | ≥ 2,7 g/cc | Débitmètre à effet Hall |
| Densité du robinet | ≥ 3,2 g/cc | Appareil de mesure de la densité de la prise |
| Débit | 15-25 s/50g | Débitmètre à effet Hall |
| composition chimique | Certificat d'analyse | GDMS, ICP-MS |
Normes de qualification des pièces
| Standard | Détails |
|---|---|
| ASTM F3001 | Norme pour les pièces en titane AM |
| ASTM F2924 | Alliage de titane Ti-6Al-4V ELI |
| ASTM F3184 | Poudre d'alliage de titane |
| AMS7009 | Spécification des matériaux aérospatiaux |
| ISO 13485 | Dispositifs médicaux – ; Gestion de la qualité |
Principes de conception pour le titane AM
Une bonne conception des composants est cruciale pour exploiter les avantages de la fabrication additive avec le titane.
- Minimiser les surplombs pour éviter les structures de soutien
- Orienter les pièces pour faciliter l'enlèvement de la poudre
- Permettre le post-traitement comme le HIP et l'usinage
- Comprend des canaux intégrés pour un refroidissement conforme
- Consolider les assemblages en pièces uniques en titane
- Renforcer les régions soumises à de fortes contraintes à l'aide de treillis
- Optimiser les formes pour réduire le poids grâce à l'optimisation de la topologie
Fournisseurs de Impression 3D de poudre de titane
| Fournisseur | Années d'études proposées | Taille des poudres | Services complémentaires |
|---|---|---|---|
| AP&C | Ti-6Al-4V, Ti-6Al-4V ELI, Ti64, CP-Ti grades 1-4 | 15-45 μm | Analyse, test, tamisage, mélange, stockage |
| Additif pour charpentier | Ti-6Al-4V, Ti-6Al-2Sn-4Zr-6Mo | 15-45 μm | Alliages sur mesure, développement de paramètres |
| Technologie LPW | Ti-6Al-4V ELI, Ti-6Al-4V, CP-Ti grade 2 | 15-45 μm | Essais de matériaux, analyse de la réutilisation des poudres |
| Praxair | Ti-6Al-4V, Ti-6Al-4V ELI | 15-100 μm | Tamisage, mélange, stockage |
| Sandvik | Alliages de titane Osprey | 15-45 μm | Gestion du cycle de vie des poudres |
Coût : ~500-$1000 par kg mais dépend du volume de la commande, de la qualité, de la distribution de la taille, de la méthode d'atomisation du gaz, de la manipulation supplémentaire et des exigences en matière d'essais.

FAQ
Q : Quelles sont les méthodes utilisées pour imprimer en 3D des pièces en titane ?
R : Le titane est principalement imprimé par fusion sur lit de poudre à l'aide de la fusion sélective par laser (SLM) et de la fusion par faisceau d'électrons (EBM). Les méthodes à base de fil comme le dépôt de métal par laser (LMD) et le dépôt d'énergie dirigée par soudure (DED) sont également possibles mais moins courantes.
Q : La poudre de titane pour l'AM nécessite-t-elle un stockage ou une manipulation particulière ?
R : Oui, le titane réagit facilement avec l'air. La poudre doit donc être stockée et traitée sous atmosphère inerte en utilisant de l'argon ou de l'azote. Les environnements inflammables et les sources d'inflammation doivent être évités. Les opérateurs doivent porter un équipement de protection lorsqu'ils manipulent de la poudre de titane.
Q : Quelles sont les causes des problèmes de porosité dans les pièces AM en titane ?
R : Les vitesses de refroidissement élevées entraînent l'emprisonnement de gaz, ce qui provoque l'absence de défauts de fusion. L'optimisation des paramètres tels que la puissance, la vitesse, l'espacement des hachures, le décalage du foyer et la densité de la couche de poudre est nécessaire pour minimiser la porosité. Le pressage isostatique à chaud (HIP) peut également contribuer à densifier les pièces après l'impression initiale.
Q : Pourquoi est-il difficile d'obtenir des surfaces de titane lisses directement après le traitement AM ?
R : La poudre de titane partiellement fondue peut adhérer aux surfaces et donner une finition rugueuse. Le tambourinage, le sablage, le fraisage, le meulage et le polissage sont des opérations secondaires utilisées pour lisser les pièces imprimées en titane. Des procédés de finition chimique ou électrochimique sont également utilisés.
Q : Peut-on imprimer en 3D du titane commercialement pur ?
R : Oui, les grades 1 à 4 de poudre de titane CP non allié répondant aux normes ASTM telles que B348 pour la composition et la distribution de la taille des particules peuvent être utilisés pour imprimer des composants en titane pur pour des applications nécessitant une ductilité élevée telles que les implants osseux et les usines chimiques.
en savoir plus sur les procédés d'impression 3D
Additional FAQs on 3D Printing Titanium Powder
1) How many reuse cycles are safe for 3D printing titanium powder without degrading quality?
With strict oxygen/nitrogen control, sieving (e.g., 45 μm), and lot traceability, many aerospace shops qualify 5–15 reuse cycles. Stop reuse if O increases >0.03 wt% from baseline, flow degrades, or defect rates rise. Follow ISO/ASTM 52907 and internal MPS.
2) Which AM processes work best for titanium powders and why?
Laser powder bed fusion (LPBF/SLM) and electron beam melting (EBM) are dominant. LPBF offers fine features and broad parameter sets; EBM runs at elevated temperature, reducing residual stress and is favored for porous implants. Binder jetting for Ti is emerging but typically requires careful de-oxygenation and sinter-HIP.
3) What post-processing is essential for fatigue-critical Ti-6Al-4V parts?
Stress relief (650–750°C), hot isostatic pressing (HIP ~920–930°C, 100–120 MPa, 2–4 h), machining of critical surfaces, and polishing/electropolishing to Ra ≤1 μm. Fatigue performance often doubles versus as-printed.
4) How do powder size distributions affect build outcomes?
Finer cuts (15–25 μm) improve surface quality and detail but can reduce flowability and build rate. Coarser cuts (25–45 μm) raise throughput and stability but increase stair-stepping and roughness. Choose distribution to match feature size and machine recoating behavior.
5) What safety controls are mandatory for titanium powder handling?
Inert gas cabinets/Gloveboxes, Class D fire extinguishers, bonded/grounded equipment, dust collection with spark arrestors, ATEX-rated components where applicable, antistatic PPE, O2 monitoring, and documented spill/ignition procedures. Reference NFPA 484 and local regulations.
2025 Industry Trends in 3D Printing Titanium Powder
- Accelerated qualification: AMS 7015/7016 adoption expands, shortening time-to-flight for LPBF Ti parts via standardized process control and in-situ monitoring requirements.
- Multi-laser productivity: 8–12 laser LPBF systems push cost per part down; scan strategies mitigate lack-of-fusion at hatch boundaries.
- Powder lifecycle management: Inline O/N analysis and automated sieve stations standardize reuse; more closed-loop powder traceability integrated with MES/QMS.
- EBM for orthopedics: Growth in porous Ti implants due to faster build rates and temperature-managed microstructures.
- Binder jetting pilots: Early 2025 pilots show competitive cost for simple Ti geometries after de-binding and HIP, with ongoing work on oxygen pickup mitigation.
- Sustainability: Buy-to-fly ratios near 1.2 for AM vs. 8–12 for subtractive, plus increased regional atomization capacity to stabilize supply.
| 2025 Metric (Ti-6Al-4V unless noted) | Gamme typique | Relevance/Notes | Source |
|---|---|---|---|
| LPBF build rate per laser | 10–60 cm³/h | Multi-kW, multi-laser platforms improve throughput | OEM specs (EOS, SLM Solutions, Trumpf) |
| As-built density (LPBF) | 99.0–99.9% | With optimized power/speed/hatch and contour scans | Peer-reviewed AM studies |
| HIP + polished HCF strength | 400–600 MPa at 10⁷ cycles | Critical for aerospace brackets/implants | Literature averages |
| Qualified powder reuse cycles | 5–15 | With O ≤0.15 wt% total and tight PSD control | ISO/ASTM 52907 guidance |
| Ti powder price (atomized) | $450–$900/kg | Varies by grade, lot size, and certification | Market trackers, USGS context |
| EBM porous implant pore size | 300–700 μm | Target for osseointegration lattice regions | Orthopedic device literature |
Authoritative sources and references:
- ASTM and ISO/ASTM AM standards: https://www.astm.org and https://www.iso.org
- SAE AMS 7015/7016: https://saemobilus.sae.org
- USGS Mineral Commodity Summaries (Titanium): https://pubs.usgs.gov/periodicals/mcs
- FDA device database for AM implants: https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfpmn/pmn.cfm
Dernières études de cas
Case Study 1: Cost-Down of Aerospace Ti Brackets via Multi-Laser LPBF and Closed-Loop Powder Reuse (2025)
Background: An aerospace Tier-1 supplier needed to reduce piece cost and lead time for Ti-6Al-4V brackets while meeting AMS 7016.
Solution: Implemented 8-laser LPBF platform, automated powder recycle with inline O/N analysis, stress relief + HIP, and critical surface machining.
Results: Cost per part down 22%, buy-to-fly 1.25, first-pass yield 98.6%, and fatigue at 10⁶ cycles improved 30% over 2023 baseline. Internal qualification aligned to AMS 7015/7016 and customer MPS.
Case Study 2: EBM-Printed Porous CP-Ti Grade 2 Acetabular Cups for Enhanced Osseointegration (2024)
Background: Hospital consortium sought better primary stability and reduced revision risk in complex hip cases.
Solution: Designed 60% lattice porosity with 500 μm pores; EBM at elevated temperature to reduce residual stress; post-cleaning and sterilization per ISO 13485; verification to ASTM F3001/F67.
Results: Bench push-out strength +25% vs. machined-and-coated cups; early 12-month follow-up indicated improved stability with no adverse ion release beyond ISO 10993 limits. Device data supported premarket submission.
Avis d'experts
- Prof. Iain Todd, Professor of Metallurgy and Materials Processing, University of Sheffield
Key viewpoint: “For titanium powders, controlling oxygen pickup across the entire lifecycle is the single biggest lever for reliable ductility and fatigue; inline gas analysis and strict reuse rules are now best practice.” - Dr. Martina Zimmermann, Head of Additive Manufacturing Materials, Fraunhofer IWM
Key viewpoint: “Multi-laser LPBF increases productivity, but scan synchronization and defect mapping must be tied to acceptance criteria like AMS 7016 to prevent hatch-boundary lack-of-fusion.” - Dr. Gaurav Lalwani, Materials Scientist (Biomedical Implants), independent consultant
Key viewpoint: “EBM-produced porous Ti surfaces deliver reproducible osseointegration without post-coatings, provided pore size and surface energy are tightly controlled.”
Citations pour les profils d'experts :
- University of Sheffield AMRC/Materials: https://www.sheffield.ac.uk
- Fraunhofer IWM: https://www.iwm.fraunhofer.de
- Consultant profile/context: https://scholar.google.com (publication records)
Outils et ressources pratiques
- Data and standards
- ISO/ASTM 52907 (feedstock characterization) and 52910 (design guidelines): https://www.iso.org
- ASTM F3001, F2924, F3184 (Ti powders/parts): https://www.astm.org
- SAE AMS 7015/7016 (AM Ti qualification): https://saemobilus.sae.org
- Process and simulation
- Ansys Additive Suite (distortion, support, microstructure): https://www.ansys.com
- Autodesk Netfabb and Fusion Additive features: https://www.autodesk.com
- nTopology for topology optimization and lattices: https://ntop.com
- Powder management and QC
- Senvol Database (machines/materials): https://senvol.com/database
- LECO O/N/H analyzers for powder/part gas content: https://www.leco.com
- Bodycote HIP services: https://www.bodycote.com
- Safety and compliance
- NFPA 484 (combustible metals guidance): https://www.nfpa.org
- AMPP (formerly NACE) resources on titanium corrosion and finishing: https://www.ampp.org
- Market intelligence
- USGS titanium summaries and trends: https://pubs.usgs.gov/periodicals/mcs
Dernière mise à jour : 2025-08-21
Journal des modifications : Added 5 new FAQs, 2025 trend table with metrics and sources, two recent case studies, expert commentary, and curated tools/resources specific to 3D printing titanium powder.
Prochaine date de révision et déclencheurs : 2026-02-01 or earlier if AMS/ASTM/ISO standards are revised, multi-laser LPBF parameters materially change, or titanium powder pricing/supply experiences significant volatility.