Poudre d'alliage de cuivre La métallurgie des poudres désigne la poudre fabriquée à partir d'une combinaison de cuivre et d'autres éléments d'alliage pour produire des matériaux aux propriétés spécifiques. Cette poudre peut être utilisée pour fabriquer des pièces de haute performance par le biais de techniques de métallurgie des poudres telles que le pressage et le frittage ou la fabrication additive.
Aperçu de la poudre d'alliage de cuivre
Les alliages de cuivre comptent parmi les matériaux d'ingénierie les plus utilisés en raison de leur combinaison exceptionnelle de solidité, de conductivité, de résistance à la corrosion, d'usinabilité et d'autres propriétés. En mélangeant le cuivre avec des éléments d'alliage tels que le zinc, l'étain, le nickel, le silicium, l'aluminium et d'autres, il est possible de créer une large gamme de mélanges dont les caractéristiques sont finement adaptées à des applications spécifiques.
La métallurgie des poudres utilise de fines poudres d'alliage de cuivre qui peuvent être compactées en pièces complexes et frittées pour être utilisées dans des industries telles que l'automobile, l'électricité, l'électronique, les machines industrielles, etc. Les taux de solidification rapides pendant l'atomisation des poudres permettent de mélanger des éléments non miscibles et de former des microstructures uniques qui ne sont pas possibles avec la métallurgie des lingots.
Voici quelques-unes des raisons pour lesquelles la poudre d'alliage de cuivre est privilégiée :
- Excellent contrôle de la composition chimique des poudres mélangées
- Affinement de la microstructure par solidification rapide
- Capacité à produire des pièces poreuses et à densité contrôlée
- Traitement plus simple pour la fabrication de formes complexes
- Prévention de la ségrégation, fréquente lors de la coulée des lingots
- Des économies significatives grâce à la réduction des matériaux, de l'énergie et de la main d'œuvre
La fabrication additive avancée utilise les poudres métalliques les plus récentes pour imprimer en 3D des composants sophistiqués avec une granulométrie plus fine et des propriétés mécaniques supérieures à celles des méthodes traditionnelles.
Types de poudres d'alliage de cuivre
Le cuivre peut être allié à une série d'éléments pour créer des matériaux adaptés à diverses applications. Les poudres les plus courantes sont les suivantes
| Type | Composition |
|---|---|
| Laiton | Cuivre-Zinc (Cu-Zn) |
| Bronze | Cuivre-étain (Cu-Sn) |
| Cupronickel | Cuivre-Nickel (Cu-Ni) |
| Cuivre-fer | Cuivre-fer (Cu-Fe) |
| Cuivre béryllium | Cuivre-Béryllium (Cu-Be) |
Ces poudres de base peuvent être modifiées en ajoutant de petites quantités d'autres éléments tels que le chrome, le silicium, le cobalt, etc. pour améliorer les propriétés. La composition influence directement les caractéristiques telles que la solidité, la résistance à la corrosion, la résistance à l'usure, les propriétés thermiques, le frottement et le pouvoir lubrifiant, etc. Les fournisseurs de poudres développent souvent des alliages personnalisés sur demande avec des formulations spécifiques à l'application.

Caractéristiques des Poudre d'alliage de cuivre
Les alliages de cuivre présentent une combinaison attrayante de caractéristiques physiques et chimiques qui les rendent utiles pour les pièces et composants industriels. Voici quelques-unes des propriétés les plus remarquables :
| Propriété | Caractéristiques |
|---|---|
| La force | Les alliages de cuivre, comme les laitons et les bronzes, peuvent atteindre une résistance à la traction de plus de 1200 MPa, bien supérieure à celle du cuivre pur. |
| Conductivité | Conductibilité électrique et thermique inférieure à celle du cuivre pur, mais nettement supérieure à celle des métaux ferreux. |
| Résistance à la corrosion | Excellente résistance à la corrosion dans divers environnements (humidité, acides, etc.) grâce à la passivation. |
| Usinabilité | Les alliages de cuivre à usinage libre, comme le bronze au plomb, sont plus faciles à usiner que l'acier ; la cassure des copeaux est améliorée. |
| Résistance à l'usure | Des compositions spéciales comme le cuivre-cobalt et le cuivre-chrome ont été développées pour les pièces d'usure d'une dureté d'environ 150 BHN. |
| Coefficient de frottement | Le coefficient de frottement varie de 0,2 pour les alliages lubrifiés à 1,0 pour les matériaux à haut coefficient de frottement adaptés à des utilisations spécifiques. |
| Perméabilité | Perméabilité magnétique relative de 10 à 10000 fois supérieure à celle de l'acier inoxydable austénitique en fonction de l'alliage. |
La diversité des caractéristiques matérielles réalisables fait que les alliages de cuivre conviennent pour les contacts, les grilles de connexion, les bagues, les pointes de soudure, les utilisations sous vide et à haute température, etc. en plus des pièces structurelles.
Applications de la poudre d'alliage de cuivre
La combinaison unique de conductivité, de résistance à la corrosion, de propriétés de frottement, d'usinabilité, etc. des différents alliages de cuivre permet leur utilisation dans une large gamme de domaines industriels :
| L'industrie | Applications |
|---|---|
| Automobile | Bagues, rondelles, embouts de soudure, connecteurs, attaches, interrupteurs, relais |
| Électricité | Bandes de contact, bornes, connecteurs, grilles de connexion, fusibles, éléments de résistance |
| Électronique | Cadres de connexion, connecteurs, pièces de gestion thermique telles que les dissipateurs de chaleur et les répartiteurs de chaleur |
| Ingénierie | Roulements, coussinets, engrenages, pièces d'usure |
| Machines industrielles | Bagues, pointes de piston, pièces de vanne, composants d'application pour poudres/toners |
| Médical et dentaire | Implants pour broches, vis et plaques en raison de leur biocompatibilité |
| Militaire et défense | Percuteurs, douilles de munitions, gaines de balles |
| Pétrole et gaz | Vannes, pompes, composants sous-marins et de fond de puits |
La combinaison de la résistance, de la ductilité, de la résistance à l'usure et des géométries complexes possibles font que les alliages de cuivre conviennent pour les pièces structurelles de petite, moyenne et grande taille dans diverses industries.
Spécifications de la poudre d'alliage de cuivre
Les poudres d'alliage de cuivre sont produites conformément à une série de spécifications internationales et régionales qui définissent des caractéristiques telles que les limites de composition, la taille des poudres et la distribution des particules, les valeurs de densité apparente, les valeurs de densité de prise, etc. Parmi les normes les plus importantes, on peut citer
| Standard | Notes | Éléments limités |
|---|---|---|
| EN ISO 3522 | CuP2, CuP3, CuP4, etc. | Pb, As, Cd, Ni, etc. |
| ASTM B177 | Métal doré CDA, bronze CDA 854, C97300, etc. | S, Se, Te, Sb, etc. |
| DIN 8513 | MF-CuSn8, MF-CuSn12, MFCuCr1, etc. | S, P, etc. |
| GB/T 4337 | HB61, HB62, HB63 etc. | Zn, Ni, Al, etc. |
| AWS A5.7 | ERCuNi, ERCuZn-C, etc. | S, P, O, etc. |
Elles définissent les normes de qualité, de cohérence et de fiabilité pour l'approvisionnement en poudres. Les limites admissibles permettent de contrôler les impuretés potentiellement nuisibles.
Poudre d'alliage de cuivre
Les poudres d'alliage de cuivre plus fines, inférieures à 100 microns, facilitent une plus grande densification pendant le frittage afin de maximiser les propriétés mécaniques des pièces finales. Elles permettent également d'améliorer la finition de la surface et les détails des caractéristiques. Mais leur manipulation devient difficile. Les particules plus grossières, supérieures à 150 microns, réduisent les problèmes de poussière mais ont une densité de frittage plus faible. La gamme pratique est donc la suivante :
| Paramètres | Gamme de tailles typiques |
|---|---|
| Taille maximale des particules | 150 μm |
| Taille minimale des particules | 15-20 μm |
| Taille moyenne des particules | 45-75 μm |
Poudres d'alliage de cuivre
Sur la base de la composition et des caractéristiques de la poudre, les poudres d'alliage de cuivre sont classées dans des groupes de qualité tels que
| Notes | Compositions | Applications courantes |
|---|---|---|
| Usinage libre | Les laitons et bronzes au plomb tels que Cu-Zn-Pb, Cu-Sn-Pb | Pièces tournées nécessitant un contrôle des copeaux |
| Conductivité élevée | Cu-Ni, Cu-Fe | Électronique - grilles de connexion, connecteurs, etc. |
| Résistance à l'usure | Cu-Cr, Cu-Co | Roulements, bagues, poussoirs |
| La force | Les alliages complexes de Cu tels que Cu-Ni-Si-Cr | Pièces structurelles à haute résistance |
Processus de production de poudre d'alliage de cuivre
Les techniques les plus courantes pour la production de poudres d'alliages de cuivre à usage industriel sont les suivantes :
- Atomisation: Le flux de métal en fusion se brise en fines gouttelettes qui se solidifient rapidement en poudres.
- Électrolyse: Production électrochimique où les composants de l'alliage sont co-déposés couche par couche.
- Processus de carbonylation: Décomposition thermique des vapeurs de carbonyle métallique pour produire des particules fines
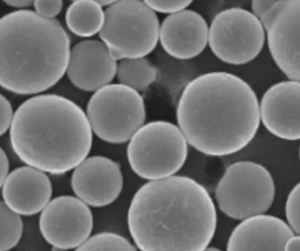
Ces méthodes permettent d'obtenir des poudres ultrafines, de morphologie sphérique ou irrégulière, avec une chimie précise. Des mélanges prêts à être pressés avec des lubrifiants peuvent également être fournis comme matière première pour les processus de mise en forme. La pureté, la densité et la fluidité élevées de ces poudres permettent d'obtenir des composants frittés de haute qualité.

Fournisseurs de poudre d'alliage de cuivre
Parmi les principaux producteurs mondiaux de poudres de cuivre et d'alliages, on peut citer
| Entreprise | Marques | Capacité de production |
|---|---|---|
| Höganäs | Höganäs | 200 000 tonnes |
| GKN Hoeganaes | Hoeganaes, Amérique du Nord Höganäs | 180 000 tonnes |
| Fabrication de poudres métalliques | Makin | 20 000 tonnes |
| Groupe des poudres CNPC | CNPC | 100 000 tonnes |
Ces entreprises disposent de capacités de conception d'alliages pour adapter les matériaux à la demande et de capacités de production pour fournir de petits volumes de R&D à de grandes quantités commerciales.
Prix des poudres d'alliage de cuivre
Les prix varient en fonction de :
| Paramètres | Effet sur la tarification |
|---|---|
| Compositions | Plus coûteux à mesure que les éléments d'alliage tels que Cr, Be, Co augmentent. |
| Pureté/qualité de la poudre | Les qualités médicales/dentaires de haute pureté sont les plus coûteuses. |
| Quantité de commande | Remises pour quantités plus importantes disponibles |
| Demande régionale | Les prix en Asie peuvent être 30% inférieurs à ceux de l'Europe et des États-Unis. |
Les fourchettes de prix habituelles sont les suivantes
| Type d'alliage | Fourchette de prix |
|---|---|
| Poudres de laiton | $15-25 par kg |
| Poudres de bronze | $25-45 par kg |
| Cuivre-nickel-chrome | $50+ par kg |
Le prix dépend également des services supplémentaires que les fournisseurs peuvent offrir, tels que la classification de la taille des particules, le mélange prêt à être pressé et l'emballage spécial.
Comparaison des poudres d'alliage de cuivre
Une analyse côte à côte de différents alliages de cuivre révèle.. :
| Laiton | Bronze | Cuivre-fer | Cuivre-Nickel | |
|---|---|---|---|---|
| La force | Modéré | Haut | Haut | Modéré |
| Conductivité | Haut | Modéré | Très élevé | Haut |
| Résistance à la corrosion | Modéré | Modéré | Faible | Très élevé |
| Résistance à l'usure | Modéré | Faible | Faible | Modéré |
| Coût | Faible | Modéré | Modéré | Haut |
L'alliage de cuivre approprié peut donc être sélectionné en fonction des exigences de performance critiques.
Avantages des poudres d'alliage de cuivre
Voici quelques avantages utiles par rapport aux alliages en vrac :
- Uniformité: Pas de microségrégation et microstructure homogène
- Propriétés isotropes: Contrairement aux produits coulés présentant une anisotropie
- Grains fins: Le refroidissement rapide permet d'obtenir des grains très fins qui renforcent la résistance
- Aptitude au travail: Facilité de mise en forme pour obtenir des formes complexes et denses
- Personnalisation: Chimie personnalisable, distribution de la taille des particules selon les besoins
- Productivité: Production automatisée à haut volume avec des pertes minimales de déchets
- Qualité: La cohérence d'un lot à l'autre dépasse la variabilité des éléments moulés.
Limites de la Poudres d'alliages de cuivre
Les inconvénients sont les suivants :
- Coût plus élevé que les alliages en vrac
- Dimensions et formes limitées par rapport à d'autres formes
- Conductibilité thermique et électrique plus faible après compactage
- Peut nécessiter une atmosphère protectrice pendant le frittage
- Possibilité de croissance du grain en cas de frittage incorrect
- Manipulation spéciale et conteneurs nécessaires pour éviter l'oxydation
en savoir plus sur les procédés d'impression 3D
Frequently Asked Questions (Supplemental)
1) Which Copper Alloy Powder is best for high‑conductivity and heat‑sink applications?
- Oxygen‑free Cu and CuCrZr powders offer high electrical/thermal conductivity; for LPBF, use green/blue‑laser compatible, highly spherical powders (D10/50/90 ≈ 15/30/45 μm) with very low oxide.
2) How do I choose between brass, bronze, and cupronickel powders?
- Brass (Cu‑Zn): good conductivity and machinability, lower cost; Bronze (Cu‑Sn): better strength/wear; Cupronickel (Cu‑Ni): superior corrosion resistance (marine) with moderate conductivity. Match to corrosion, conductivity, and cost targets.
3) What powder specs matter most for AM vs press‑and‑sinter?
- AM (PBF/BJ): sphericity, narrow PSD, low oxygen (<0.08 wt% for Cu/Cu alloys), high apparent/tap density, low satellites. Press‑and‑sinter: flowability, consistent PSD (45–75 μm typical), controlled lubricant blends, and deoxidizing sintering atmospheres.
4) Can recycled Copper Alloy Powder be blended without hurting properties?
- Yes, with strict sieving, oxide/spatter removal, and “powder passports” tracking PSD, O/H, and flow. Typical validated blend‑back for PBF: 10–30%; for SLS/BJ: follow OEM refresh ratios and verify conductivity and density.
5) What atmospheres are recommended for sintering copper alloys?
- High‑purity hydrogen or dissociated ammonia (dew point ≤ −40°C) for maximum conductivity; nitrogen‑hydrogen blends for brasses/bronzes; avoid oxidizing atmospheres to prevent oxide films and loss of conductivity.
2025 Industry Trends and Data
- Green/blue laser adoption accelerates dense copper and Cu alloys in PBF for EV busbars and thermal management.
- ESG disclosure: Recycled copper content (15–40%) and Environmental Product Declarations increasingly required in RFQs.
- Binder jet + HIP maturation enables complex bronzes with high density and fine detail at lower cost-per‑part.
- AI‑assisted powder classification improves lot‑to‑lot PSD and flow consistency.
- Corrosion‑focused alloys (Cu‑Ni, Cu‑Ni‑Cr) see growth in desalination and offshore wind balance‑of‑plant components.
| KPI (Copper Alloy Powder & Use), 2025 | 2023 Baseline | 2025 Typical/Target | Application area | Pourquoi c'est important | Sources/Notes |
|---|---|---|---|---|---|
| PBF Cu/CuCrZr as‑built density (%) | 98.5–99.4 | 99.5–99.9 | Métal AM | Mechanical, conductivity | OEM/peer‑reviewed data |
| Conductivity vs. wrought (IACS) | 80–90% | 90–95% | Cu/CuCrZr PBF | Electrical performance | Machine + alloy improvements |
| Oxygen in AM‑grade Cu powders (wt%) | 0.08–0.12 | 0.03–0.08 | AM powder | Porosity, spatter | ASTM E1019; supplier QC |
| Binder‑jetted bronze final density (%) | 96–98 | 98.5–99.5 (post‑HIP) | Binder jet | Reliability, machinability | BJ + HIP workflows |
| Disclosed recycled Cu content (%) | Limitée | 15–40 | All | ESG, cost stability | EPD/LCA reports |
| Sintering atmosphere dew point (°C) | −20 to −30 | ≤ −40 | Press‑sinter | Conductivity retention | Furnace best practices |
Authoritative resources:
- ISO/ASTM 52907 (metal powder characterization), 52904 (PBF practice): https://www.iso.org
- ASTM B822/B214 (PSD), B212/B213 (density/flow), B923 (true density), E1019 (O/N/H): https://www.astm.org
- NIST AM Bench datasets: https://www.nist.gov/ambench
- Copper Development Association application data: https://www.copper.org
Dernières études de cas
Case Study 1: Blue‑Laser PBF of CuCrZr Heat Spreaders for Power Electronics (2025)
- Background: An inverter manufacturer needed compact, high‑conductivity heat spreaders with internal lattices.
- Solution: Highly spherical CuCrZr powder (PSD 15/30/45 μm; O = 0.04 wt%); blue‑laser PBF with optimized hatch and contour; stress‑relief + aging; surface finishing of flow channels.
- Results: Density 99.7%; thermal conductivity 360–380 W/m·K; part count consolidation 5→1; module temperature −7°C at equal load; scrap rate 4% (was 11%).
Case Study 2: Binder‑Jetted Tin Bronze Bushings with Sinter‑HIP (2024)
- Background: An industrial OEM sought cost‑effective, oil‑impregnated bushings with complex lubrication features.
- Solution: Fine bronze powder (Cu‑Sn, D50 ≈ 25 μm); binder jetting; debind + H2 sinter; HIP; controlled porosity zones via green density tuning; oil impregnation.
- Results: Final density 98.8–99.3% in load regions; tailored porosity 5–8% in lube zones; wear rate −22% vs. machined bronze; unit cost −15% at 10k/yr.
Avis d'experts
- Dr. Brandon Lane, Research Engineer, NIST
- Viewpoint: “Linking powder oxygen and PSD from Copper Alloy Powder passports to in‑situ melt‑pool metrics improves first‑time‑right builds for conductive parts.”
- Prof. Iain Todd, Professor of Metallurgy, University of Sheffield
- Viewpoint: “Laser wavelength matching for copper—especially blue and green—has moved Cu and CuCrZr from ‘difficult’ to production‑ready in PBF.”
- Dr. Christina Friedrichs, Head of Powder R&D, industrial metals manufacturer
- Viewpoint: “For press‑and‑sinter, furnace atmosphere control—dew point and gas purity—dominates conductivity outcomes more than minor alloy tweaks.”
Affiliation links:
- NIST AM: https://www.nist.gov
- University of Sheffield (Materials): https://www.sheffield.ac.uk
Practical Tools/Resources
- Standards/QC: ISO/ASTM 52907; ASTM B212/B213/B214/B822; ASTM B923; ASTM E1019
- Design/simulation: Ansys/Simufact Additive for scan/path; nTopology for lattice heat‑spreaders; Thermo‑Calc/DICTRA for Cu‑alloy aging
- Databases: Senvol Database (https://senvol.com/database); Copper Development Association (https://www.copper.org); MatWeb (https://www.matweb.com)
- Metrology: Four‑point probe for resistivity; DSC/DMTA for alloy temper behavior; CT for porosity; SEM/XPS for oxide films
- Safety: NFPA 484 guidance for combustible metals; supplier SDS; inert gas handling best practices
Dernière mise à jour : 2025-08-22
Journal des modifications : Added 5 supplemental FAQs tailored to Copper Alloy Powder selection, specs, and processing; introduced a 2025 KPI table and trend insights; provided two case studies (CuCrZr heat spreaders via blue‑laser PBF; binder‑jet bronze bushings with HIP); included expert viewpoints with affiliations; compiled standards, simulation, databases, and safety resources.
Prochaine date de révision et déclencheurs : 2026-02-01 or earlier if ISO/ASTM standards update, major OEMs publish new copper AM parameter sets, or significant EPD/ESG requirements for copper powders change.