نظرة عامة على تصنيع التيتانيوم المضاف إليه التيتانيوم
تصنيع التيتانيوم المضاف إليه التيتانيوموالمعروفة أيضاً باسم الطباعة ثلاثية الأبعاد للتيتانيوم، تشير إلى تقنيات التصنيع المضافة المختلفة المستخدمة لتصنيع مكونات التيتانيوم بطريقة الطبقات مباشرةً من بيانات النماذج ثلاثية الأبعاد. وتسمح هذه التقنية بإنشاء أجزاء معقدة من التيتانيوم ذات حرية هندسية عالية يستحيل أو يكون تصنيعها بالطرق التقليدية مكلفاً للغاية.
يُعتبر التيتانيوم مادة مثالية للتصنيع الإضافي نظراً لارتفاع نسبة قوته إلى وزنه، ومقاومته للتآكل، وتوافقه الحيوي، وأدائه في درجات الحرارة العالية. ومع ذلك، تطرح معالجة التيتانيوم باستخدام تقنيات الإضافة أيضاً بعض التحديات الفريدة بسبب تفاعليته الكيميائية وخصائصه المادية متباينة الخواص.
بعض التفاصيل الأساسية حول تصنيع مضافات التيتانيوم:
- وتتمثل طرق الطباعة ثلاثية الأبعاد الشائعة الاستخدام للتيتانيوم في الصهر الانتقائي بالليزر (SLM)، والصهر بالحزمة الإلكترونية (EBM)، والتلبيد المباشر للمعادن بالليزر (DMLS).
- تُستخدم سبائك التيتانيوم مثل Ti-6Al-4V على نطاق واسع ولكن يمكن أيضًا طباعة سبائك التيتانيوم النقي تجاريًا وسبائك أخرى.
- يسمح بتصنيع أجزاء معقدة وخفيفة الوزن مثل الهياكل الشبكية والأشكال الهندسية رقيقة الجدران.
- إنتاج أجزاء قريبة من الشكل الصافي، مما يقلل من الفاقد والتكلفة مقارنةً بطرق الطرح.
- يوفر مرونة في التصميم ودمج التجميعات في جزء مطبوع واحد.
- وغالبًا ما تكون المعالجة اللاحقة مثل الكبس المتساوي الحرارة (HIP) والتشغيل الآلي مطلوبة لتحقيق التشطيب المطلوب وخصائص المواد.
- خواص تضاهي أو تتفوق على التيتانيوم المشغول والمصبوب والمطروق ولكن التباين في الخواص يمثل مشكلة.
- تشمل مجالات التطبيق الفضاء والغرسات الطبية والسيارات والمصانع الكيميائية.
- تكلفة أعلى من التصنيع التقليدي ولكنها اقتصادية لأحجام الدفعات الصغيرة والأجزاء المعقدة.
أنواع عمليات تصنيع التيتانيوم المضاف إليه التيتانيوم
| العملية | الوصف | صفات |
|---|---|---|
| الصهر الانتقائي بالليزر الانتقائي (slm) | يستخدم الليزر لإذابة جزيئات المسحوق المعدني وصهرها بشكل انتقائي طبقة تلو الأخرى | التكنولوجيا الأكثر شيوعًا ونضجًا <br> دقة جيدة وتشطيب جيد للسطح <br> انخفاض المسامية في الأجزاء المطبوعة |
| الذوبان بالحزمة الإلكترونية (EBM) | يستخدم شعاع الإلكترون كمصدر للحرارة لإذابة المادة | معدلات بناء سريعة نسبياً <br> الأجزاء ذات مسامية أعلى مقارنةً ب SLM <br> يمكن معالجة المواد الموصلة فقط |
| التلبيد المباشر بالليزر المعدني (DMLS) | يستخدم الليزر لتلبيد جزيئات المسحوق وإنشاء الأجزاء النهائية | دقة عالية ودقة تفاصيل عالية <br> الأجزاء المسامية قليلاً التي تتطلب التسلل |
| ترسيب الطاقة الموجهة (DED) | تركيز الطاقة الحرارية لدمج المواد عن طريق الانصهار أثناء ترسيبها | تستخدم في المقام الأول لإضافة الميزات والإصلاحات بدلاً من الأجزاء الكاملة <br> معدلات بناء أعلى ولكن دقة أقل |

تطبيقات تصنيع التيتانيوم المضاف إليه التيتانيوم
| الصناعة | الاستخدامات والأمثلة |
|---|---|
| الفضاء | مكونات الطائرات والمحركات، مثل المشعبات الهيدروليكية والصمامات والأغطية والأقواس |
| الطبية | زراعة الأسنان وزراعة العظام، والأدوات الجراحية |
| السيارات | الأجزاء خفيفة الوزن مثل المشعبات وعجلات الشاحن التوربيني |
| المواد الكيميائية | أجزاء مناولة السوائل المقاومة للتآكل مثل الأنابيب والصمامات والمضخات |
| الدفاع | مكونات خفيفة الوزن حاملة للأحمال للمركبات والأسلحة |
| الهندسة العامة | قطع الغيار المخصصة منخفضة الحجم في مختلف الصناعات |
مواصفات تصنيع التيتانيوم المضاف إليه التيتانيوم
| المعلمة | القيم النموذجية |
|---|---|
| سُمك الطبقة | 20 –؛ 100 ميكرومتر |
| الحد الأدنى لحجم الميزة | ~100 ميكرومتر تقريبًا |
| خشونة السطح، Ra | 10 –؛ 25 ميكرومتر، أعلى في البروزات المتراكمة |
| بناء الحجم | 50 × 50 × 50 × 50 مم إلى 500 × 500 × 500 × 500 مم |
| الدقة | ± 0.1% إلى ± 0.2% على الأبعاد |
| المسامية | 0.5 –؛ 1٪ ل SLM، حتى 5٪ ل EBM |
| البنية المجهرية | حبيبات بيتا دقيقة عمودية قبلية دقيقة مع شرائح ألفا |
اعتبارات التصميم لأجزاء التيتانيوم AM
- تحسين توجيه القِطع لتقليل الدعامات وتجنب التداخلات المتراكمة
- استخدم زوايا ذاتية الدعم أكبر من 45 درجة لتجنب الدعامات
- الجدران الرقيقة (≤ 1 مم) تحتاج إلى شدة ليزر وسرعات مسح أعلى
- يجب أن يكون الحد الأدنى لقطر الفتحة ≥ 1 مم
- يجب أن تكون القنوات الداخلية ≥ 2 مم لإزالة المسحوق
- تجنب الأحجام المغلقة المجوفة جزئياً
- التأكد من وجود سماكة جدار كافية (2-4 مم) للأجزاء الحاملة
- السماح بالمعالجة اللاحقة مثل التصنيع الآلي والحفر والصقل وما إلى ذلك.
معايير تصنيع التيتانيوم المضاف إليه التيتانيوم
| قياسي | الوصف |
|---|---|
| ASTM F3001 | المواصفات القياسية لتصنيع المواد المضافة التيتانيوم-6 ألومنيوم-4 فاناديوم-4 فاناديوم ELI (منخفضة للغاية بيني) مع اندماج قاع المسحوق |
| ASTM F2924 | المواصفات القياسية لتصنيع المواد المضافة التيتانيوم-6 ألومنيوم-4 فاناديوم مع اندماج طبقة المسحوق |
| ASTM F3184 | المواصفات القياسية لتصنيع الفولاذ المقاوم للصدأ المضاف عن طريق الانصهار القاعي للمسحوق |
| ISO/ASTM 52921 | المصطلحات القياسية للتصنيع المضاف –؛ تنسيق الأنظمة ومنهجيات الاختبار |
| ASME BPVC القسم التاسع | كود المرجل وأوعية الضغط لمؤهلات التصنيع المضافة |
موردو أنظمة تصنيع مضافات التيتانيوم المضاف إليه التيتانيوم
| المورد | نماذج الطابعات | نطاق السعر المبدئي |
|---|---|---|
| EOS | EOS M 100 وEOS M 290 وEOS M 400 وEOS M 100 | $200,000 – $1,500,000 |
| حلول SLM | SLM® 125، وSLM® 280، وSLM® 500، وSLM® 800 | $250,000 – $1,400,000 |
| الأنظمة ثلاثية الأبعاد | ProX® DMP 200، وProX® DMP 300، وProX® DMP 320 | $350,000 – $1,250,000 |
| المضافات GE المضافة | كونسبت ليزر M2, M2 متعدد الليزر، M2 ليزر مزدوج | $400,000 – $1,200,000 |
| فيلو3د | سافير، ياقوت، ياقوت XC | $150,000 – $600,000 |
تختلف الأسعار بناءً على حجم التصنيع وقوة الليزر والميزات الإضافية. تشمل التكاليف الإضافية التركيب والتدريب والمواد والمعالجة اللاحقة.
تشغيل طابعات التيتانيوم وصيانتها
- الحصول على دليل التشغيل واحتياطات السلامة واتباعه من الشركة المصنعة&8217;، واحتياطات السلامة
- نظام بصري نظيف ومرايا نظيفة للحفاظ على قوة الليزر وجودة الشعاع
- إجراء معايرات لنظام الليزر والمسح الضوئي بشكل دوري
- إجراء مطبوعات اختبارية للتحقق من جودة القِطع قبل بدء عمليات بناء الإنتاج
- تطوير إجراءات التشغيل القياسية (SOPs) لمعلمات الطباعة
- قم بتخزين مسحوق التيتانيوم والتعامل معه بشكل صحيح في بيئة خاملة
- نظف حجرة البناء بانتظام لإزالة المواد المكثفة ومنع التلوث
- إجراء الصيانة الوقائية مثل تشحيم الموجهات الخطية، وإحكام ربط السحابات، واستبدال الفلاتر
اختيار مورد/مكتب خدمات تصنيع إضافات التيتانيوم المضافة
| الاعتبارات | التفاصيل |
|---|---|
| الخبرة والتمرس | سنوات من الخبرة، ومشغلين مدربين، وخبرة في مجال الصقل المعدني |
| طرازات الطابعات ومواصفاتها | تقييم حجم البناء والدقة والمواد وما إلى ذلك. |
| شهادات الجودة | اعتماد ISO 9001 وISO 13485 وISO 13485 وNadcap |
| توافر المواد | مجموعة من سبائك التيتانيوم وأحجام الجسيمات والسبائك المخصصة |
| إمكانيات ما بعد المعالجة | إزالة التجليد، والتجليد بالليزر (HIP)، والتصنيع الآلي، والتلميع، والطلاء |
| اختبار الأجزاء والتحقق من صلاحيتها | الاختبارات الميكانيكية، الاختبار الميكانيكي، الفحص غير الميكانيكي، فحص المعادن |
| دعم التصميم | تحسين الطوبولوجيا والتصميم لإرشادات AM |
| الطاقة الإنتاجية | أحجام الدفعات، والمهل الزمنية، وقابلية التوسع، والسعة الزائدة عن الحاجة |
| التكلفة | أسعار الماكينة بالساعة، وأسعار المواد، والرسوم الإضافية |
| مراجع العملاء ومراجعات العملاء | ملاحظات حول جودة الخدمة من العملاء الحاليين |

إيجابيات وسلبيات تصنيع التيتانيوم المضاف إليه التيتانيوم
| مزايا | محددات |
|---|---|
| هندسة معقدة وخفيفة الوزن ممكنة | تكلفة أعلى من التصنيع التقليدي للأحجام الكبيرة |
| تجميعات مدمجة وعدد أجزاء أقل | دقة أبعاد وتشطيب سطحي أقل من المعالجة الآلية |
| مهل زمنية أقصر للدفعات منخفضة الحجم | غالبًا ما تكون المعالجة اللاحقة مطلوبة لتحقيق الخصائص المطلوبة |
| تقليل نفايات المواد | خصائص المواد متباينة الخواص والإجهادات المتبقية |
| المرونة في تكرار التصميم | قيود الحجم بناءً على حجم بناء الطابعة |
| التصنيع في الوقت المناسب | صعوبات إزالة المسحوق للقنوات الداخلية المعقدة |
| تخصيص وتخصيص الأجزاء وإضفاء الطابع الشخصي | المسامية في المواد التي تستلزم الكبس المتساوي الضغط المتساوي الحرارة |
الاختلافات بين القولبة بالحقن المعدني والتصنيع الإضافي لأجزاء التيتانيوم
| المعلمة | قولبة حقن المعادن بالحقن | التصنيع الإضافي |
|---|---|---|
| العملية | خلط المسحوق المعدني الناعم مع المواد اللاصقة، والقولبة بالحقن، يليها إزالة الطحن والتلبيد | دمج طبقات من مسحوق التيتانيوم لبناء أجزاء مباشرة باستخدام أشعة الليزر أو شعاع الإلكترون |
| التعقيد الجزئي | فقط الأشكال الهندسية البسيطة 2.5 د ممكنة | يمكن طباعة الأشكال شديدة التعقيد مثل المشابك |
| حجم الجزء | حتى عدة بوصات | محدودة بحجم البناء، عادةً أقل من 20 بوصة |
| الدقة | عالية جدًا، تصل إلى ± 0.5% مع تفاوتات تفاوتات سهلة | متوسط، حوالي ± 0.2% على الأبعاد |
| تشطيب السطح | ممتاز بسبب عملية التشكيل | سطح رديء يتطلب معالجة إضافية بعد المعالجة |
| الخواص الميكانيكية | متساوي الخواص، ضغوط متبقية أقل | خواص متباينة الخواص وإجهادات متبقية أعلى |
| خيارات المواد | سبائك ومزائج محدودة | مجموعة واسعة من درجات التيتانيوم والسبائك المخصصة |
| تكاليف الإعداد | استثمار أولي مرتفع في الأدوات الأولية | انخفاض تكاليف بدء التشغيل |
| كميات الإنتاج | أحجام كبيرة، تصل إلى ملايين الوحدات | مُحسَّن للدفعات الصغيرة من 10 إلى 10,000 وحدة |
| المهلة الزمنية | مهلة زمنية أطول لتصنيع الأدوات | وقت أقصر للوصول إلى الجزء الوظيفي، وتكرار التصميم السريع |
مقارنة بين الذوبان الانتقائي بالليزر (SLM) والذوبان بالحزمة الإلكترونية (EBM) لصهر التيتانيوم AM
| المعلمة | الصهر الانتقائي بالليزر الانتقائي (slm) | الذوبان بالحزمة الإلكترونية (EBM) |
|---|---|---|
| مصدر الحرارة | شعاع ليزر مركّز | شعاع إلكتروني عالي الطاقة |
| أجواء | غاز الأرجون الخامل | المكنسة الكهربائية |
| المدخلات الحرارية | مدخلات موضعية للغاية من الليزر | مدخلات أوسع من شعاع الإلكترون الكبير |
| الدقة | أعلى بسبب دقة حجم بقعة الليزر | أقل بمقدار 10-100 ميكرومتر |
| تشطيب السطح | سطح أنعم، أسهل في التلميع | سطح أكثر حبيبات ومسامية |
| سرعة البناء | أبطأ، حوالي 5-20 سم3/ساعة | أسرع، حتى 45 سم3/ساعة |
| السبائك المستخدمة | Ti-6Al-4V، Ti-6Al-4V، Ti النقي تجاريًا، وغيرها | بشكل أساسي Ti-6Al-4V |
| التكلفة | ارتفاع تكاليف المعدات والتشغيل | انخفاض تكلفة الملكية |
| المسامية | مسامية أقل، حوالي 0.5% | مسامية أعلى حوالي 5% |
| البنية المجهرية | حبيبات بيتا دقيقة قبل بيتا مع شرائح ألفا | حبيبات بيتا الأكثر خشونة وحبيبات ألفا&8217 الحادة؛ المارتينسيت |
| المعالجة اللاحقة | انخفاض احتياجات المعالجة الحرارية | غالبًا ما يكون HIP مطلوبًا لتقليل المسامية |
| الخواص الميكانيكية | قوة وليونة أعلى | قوة أقل مع تباين أعلى في الخواص |
| التطبيقات | الفضاء، والغرسات الطبية، والسيارات | الفضاء والطيران والطب الحيوي |
باختصار، يوفر نظام SLM دقة أفضل وتشطيبًا أفضل للسطح بينما يتميز نظام EBM بسرعات بناء أسرع. تؤدي عملية الصهر الطبقي إلى حدوث إجهادات متبقية وخصائص مواد متباينة الخواص في كلتا الطريقتين.

التعليمات
Q. ما هي سبائك التيتانيوم التي يشيع استخدامها في التصنيع المضاف؟
A. Ti-6Al-4V هي سبيكة التيتانيوم الأكثر استخدامًا على نطاق واسع، حيث تشكل أكثر من 50% من التيتانيوم AM. تشمل السبائك الأخرى Ti-6Al-4V ELI، والتيتانيوم النقي التجاري من الدرجتين 2 و4 من التيتانيوم النقي تجارياً، وTi-6Al-7Nb، وTi-5Al-5Mo-5V-3Cr.
Q. ما هي أنواع المعالجة اللاحقة اللازمة عادةً لأجزاء التيتانيوم المُصنَّعة بشكل إضافي؟
A. عادةً ما تكون هناك حاجة إلى خطوات ما بعد المعالجة مثل الكبس المتساوي الحرارة (HIP)، والمعالجة الحرارية، وتصنيع الأسطح، والحفر، والتلميع، والتلميع، وتطبيق الطلاءات لتحقيق الدقة المطلوبة في الأبعاد، وتشطيب السطح، وخصائص المواد.
Q. كيف تُقارَن الخواص الميكانيكية للتيتانيوم المُصنَّع بإضافة التيتانيوم بالتيتانيوم المُصنَّع بشكل تجميعي بالتيتانيوم المُطوَّع والمصبوب؟
A. يمكن أن تضاهي أجزاء التيتانيوم المُصنَّع باستخدام AM قوة الشدّ وقوة إجهاد التيتانيوم المطاوع والمصبوب أو تتجاوزها. ومع ذلك، يُظهر التيتانيوم المُصنَّع باستخدام AM تبايناً في الخواص بسبب التصنيع الطبقي على عكس الطرق التقليدية.
Q. ما هي بعض الطرق المستخدمة لتحسين أداء إجهاد التيتانيوم المُصنَّع بشكل إضافي؟
A. يمكن تحسين أداء التعب من خلال استخدام الكبس المتساوي الضغط الساخن المتساوي الضغط (HIP)، والتثقيب بالخردق، والحفر الكيميائي، والتشغيل الآلي، وخطوات ما بعد المعالجة الأخرى لتحفيز الضغوط الانضغاطية، وإزالة العيوب السطحية، وتحسين البنية المجهرية.
Q. هل يقلل التصنيع بالإضافة من تكاليف أجزاء التيتانيوم مقارنة بالطرق التقليدية؟
A. بالنسبة لأحجام الدُفعات الصغيرة، يوفر التصنيع باستخدام الإضافات المعدنية تخفيضًا كبيرًا في التكلفة مقارنةً بالتشغيل الآلي من البليت. أما بالنسبة للإنتاج بكميات كبيرة، فإن التكلفة العالية لمواد المسحوق تعني أن التصنيع باستخدام الإضافات المعدنية لا يزال أكثر تكلفة من الصب أو التشكيل.
Q. كيف يمكن مقارنة خشونة سطح التيتانيوم المصنوع من التيتانيوم الصلب الصلب بالتشغيل الآلي باستخدام الحاسب الآلي؟
A. تتسم مكونات التيتانيوم المطبوعة على هيئة تيتانيوم بخشونة سطح أعلى تتراوح بين 10 و25 ميكرومتر Ra مقارنةً بالأسطح المُشَكَّلة التي يمكن أن تحقق أقل من 1 ميكرومتر Ra. يلزم إجراء معالجة إضافية بعد المعالجة إذا كانت هناك حاجة إلى تشطيب سطح أكثر سلاسة.
Q. ما هي احتياطات السلامة المطلوبة عند التعامل مع مسحوق التيتانيوم؟
A. يجب تخزين مسحوق التيتانيوم في بيئة خاملة لمنع الأكسدة. يجب أن تمنع إجراءات المناولة تكوين الغبار والاستنشاق. تحتاج مقصورات المسحوق في الماكينات إلى تطهير الغاز الخامل ومراقبة O2.
Q. ما هي بعض مزايا استخدام الصغر حجمًا لتصنيع مكونات التيتانيوم بدلاً من الفولاذ؟
A. يوفر التيتانيوم AM نسبة قوة إلى وزن أعلى مقارنةً بالفولاذ. كما أنه يوفر مقاومة أفضل للتآكل والتوافق الحيوي والأداء في درجات الحرارة العالية مما يجعله مناسباً للاستخدامات الفضائية والطبية والسيارات.
Q. كيف يؤثر اتجاه البناء على خصائص وجودة أجزاء التيتانيوم المصنّعة باستخدام AM؟
A. يمكن أن يؤثر توجيه البناء بشكل كبير على الإجهادات المتبقية وتشطيب السطح والدقة الهندسية والخصائص الميكانيكية مثل القوة والليونة. غالبًا ما يتم توجيه الأجزاء لتقليل هياكل الدعم.
Q. ما هي بعض الاعتبارات الرئيسية عند تصميم الأجزاء المستخدمة في التصنيع المضاف من التيتانيوم؟
A. تشمل اعتبارات التصميم الرئيسية تقليل البروز إلى الحد الأدنى، ودمج دعامات البناء، والحفاظ على سمك الجدار بين 0.8-4 مم، والسماح بفتحات الوصول لإزالة المسحوق غير المصهور، ومراعاة متطلبات ما بعد المعالجة.
خاتمة
يجعل التصنيع الإضافي إنتاج مكوّنات التيتانيوم المعقدة مجدياً واقتصادياً مقارنةً بالطرق التقليدية. مع تقدم التكنولوجيا وزيادة اعتمادها، يتيح التصنيع الإضافي للتيتانيوم إمكانية تصنيع مكونات التيتانيوم الإضافي بتصميمات أخف وزناً وأقوى وأكثر قدرة في الصناعات الهامة. ومع ذلك، لا يزال يتعين معالجة تحديات العملية مثل الضغوط المتبقية وتباين الخواص والتشطيب السطحي والمعايير من خلال البحث والتطوير. مع مزيد من النضج، فإن التصنيع باستخدام الإضافات المعدنية لديه القدرة على تحقيق القدرات الكاملة لمعدن التيتانيوم وتحويل التصنيع في جميع أنحاء العالم.
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
Additional FAQs: Titanium Additive Manufacturing
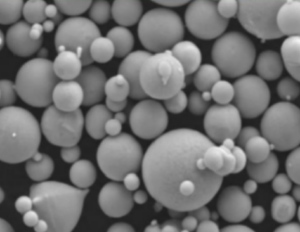
1) What powder specifications matter most for high‑reliability Ti‑6Al‑4V builds?
- Particle size distribution (typically 15–45 µm for LPBF), high sphericity (>0.90), low satellites, and tight interstitials: O ≤ 0.13 wt% (ELI ≤ 0.12%), N ≤ 0.03 wt%, H ≤ 0.012 wt%. Conform to ISO/ASTM 52907 and ASTM F2924/F3001 where applicable.
2) How do SLM and EBM differ for medical implants in titanium?
- SLM: finer features, smoother surfaces, lower porosity; often preferred for intricate lattices. EBM: faster on large parts with lower residual stress due to high preheat; surface is rougher and usually needs more finishing. Both require biocompatibility and cleanliness per ISO 10993 and relevant ASTM F specs.
3) Does HIP always improve titanium AM parts?
- HIP closes internal porosity and improves fatigue life, especially for lattice or thick sections. However, it can slightly coarsen microstructure; pair with appropriate heat treatment to restore desired alpha/beta balance and properties.
4) What design rules help powder removal in titanium AM?
- Provide powder exit holes ≥2 mm, avoid blind internal cavities, maintain self‑supporting angles ≥45°, add drain channels at low points, and consider removable “powder chimneys” for complex manifolds.
5) How should titanium powder be stored and reused safely?
- Store under inert gas in sealed containers, maintain RH <25%, track reuse cycles, sieve between builds, and test O/N/H after each loop. Follow combustible metal powder handling per NFPA 484 and vendor MSDS.
2025 Industry Trends: Titanium Additive Manufacturing
- Digital material passports: Aerospace and medical RFQs increasingly require lot genealogy linking powder chemistry (O/N/H), PSD, and in‑process monitoring to final properties.
- Larger, multi‑laser platforms: Wider adoption of 1 m‑class build volumes and 8–12 laser machines for Ti‑6Al‑4V structural parts.
- Cost down via argon recovery and higher AM‑grade yield: Powder producers implement low‑pO2 atomization and inert pack‑out, reducing oxygen pickup and scrap.
- New alloys and function: Beta titanium (e.g., Ti‑5553‑like) and graded lattices for tailored stiffness in implants; copper‑infiltrated Ti lattices for thermal control in aero hardware.
- Sustainability: Powder reuse protocols and EPD disclosures become standard, aligning with ISO/ASTM 52920/52930 quality frameworks.
2025 Snapshot: Titanium AM Benchmarks (Indicative)
| الفئة | متري | 2023 | 2024 | 2025 YTD (Aug) | الملاحظات |
|---|---|---|---|---|---|
| LPBF Ti‑6Al‑4V relative density (%) | Polished, CT‑verified | 99.5–99.8 | 99.6–99.9 | 99.7–~100 | Better scan strategies |
| Fatigue limit (MPa, R=0.1, polished, HIPed) | Ti‑6Al‑4V | 380–430 | 420–470 | 450–500 | Surface finish critical |
| Surface roughness Ra (µm) | As‑built SLM internal channels | 18–25 | 15–22 | 12–20 | Process parameter tuning |
| Typical oxygen spec (wt%) | AM powder Ti‑6Al‑4V | ≤0.15 | ≤0.14 | ≤0.13 (ELI ≤0.12) | Tighter interstitials |
| Powder reuse cycles (median before refresh) | Ti‑6Al‑4V | 5–6 | 6–7 | 7–8 | Improved sieving/QA |
| Build rate (cm³/h per laser) | Ti‑6Al‑4V LPBF | 10–18 | 12–22 | 15–26 | Higher power/multilaser |
Sources:
- ISO/ASTM 52900/52904/52907/52920/52930 series: https://www.iso.org
- ASTM F2924 (Ti‑6Al‑4V), ASTM F3001 (Ti‑6Al‑4V ELI), practice standards F3301/F3302: https://www.astm.org
- NIST AM‑Bench and measurement science resources: https://www.nist.gov/ambench
- SAE/AMS material and process specs for AM (e.g., AMS7011): https://www.sae.org
Latest Research Cases
Case Study 1: HIP‑Assisted Lattice Ti‑6Al‑4V Bracket for Launch Vehicle (2025)
Background: A space launcher OEM needed a 25% mass reduction with equal fatigue life in an engine mount bracket.
Solution: LPBF Ti‑6Al‑4V with conformal lattice infill; applied HIP (920°C/100 MPa/2 h) and shot peen + micro‑polish on critical fillets; digital passport integrating powder O/N/H and layerwise monitoring.
Results: Mass −27%; HCF life +5.8× vs. stress‑relieved only; CT showed pore volume <0.05%; first‑article yield increased from 78% to 91%.
Case Study 2: EBM Tibial Tray with Graded Porosity for Osseointegration (2024)
Background: An orthopedic firm sought better primary stability and faster ingrowth without cement.
Solution: EBM Ti‑6Al‑4V ELI with graded lattice (60–75% porosity, 400–800 µm pores); thermal deburr and anodize; validated per ISO 10993 and ASTM F2077.
Results: Pull‑out strength +18% over machined porous coating; early animal model showed increased bone ingrowth at 6 weeks; net lead time −22%.
Expert Opinions
- Prof. Amy J. Clarke, Professor of Metallurgy, Colorado School of Mines
- “For titanium AM, interstitial control and post‑HIP surface condition together dictate fatigue scatter more than any single build parameter.”
- Dr. Brandon A. Lane, Additive Manufacturing Metrologist, NIST
- “Layerwise melt‑pool monitoring, when tied to powder lot data, now predicts porosity hot‑spots in titanium builds with actionable accuracy.”
- Dr. Laura G. Jensen, Director of Medical AM, Stryker (opinion cited from public talks)
- “Graded lattice architectures in Ti‑6Al‑4V ELI are enabling both mechanical tuning and biological performance that conventional coatings can’t match.”
Practical Tools and Resources
- ISO/ASTM AM standards library (design, feedstock, quality): https://www.iso.org
- ASTM F2924/F3001 (Ti‑6Al‑4V/ELI), F3301/F3302 (AM practice), F3122 (property reporting): https://www.astm.org
- NIST AM‑Bench datasets and porosity/fatigue correlations: https://www.nist.gov/ambench
- Senvol Database for machine–material mappings and allowables: https://senvol.com
- Ansys/Simufact Additive for distortion prediction and support optimization
- OEM application notes and parameter guides (EOS, GE Additive, SLM Solutions, Velo3D)
Last updated: 2025-08-25
Changelog: Added 5 titanium AM FAQs; provided a 2025 benchmark table with sources; included two recent case studies (aerospace and medical); added expert viewpoints; compiled tools/resources
Next review date & triggers: 2026-02-01 or earlier if ASTM/ISO specs update, major OEMs revise Ti‑6Al‑4V powder interstitial limits, or new in‑situ monitoring standards affect qualification workflows