مساحيق سبائك التيتانيوم تشير إلى المواد الحبيبية الدقيقة المصنوعة من تركيبات مختلفة من التيتانيوم الممزوج بمعادن أخرى مثل الألومنيوم والفاناديوم والموليبدينوم والزركونيوم وغيرها. وهي تُظهر نسبة عالية من القوة إلى الوزن ومقاومة التآكل والتوافق الحيوي مما يجعلها مناسبة لتطبيقات متنوعة من مكونات الطيران إلى الغرسات الطبية.
يغطي هذا الدليل أنواعًا مختلفة من مساحيق سبائك التيتانيوم وتكوينها وخصائصها وطرق تصنيعها وتطبيقاتها ومواصفاتها ودرجاتها وتفاصيل التسعير وإيجابياتها وسلبياتها ومشهد الموردين. كما أنه يجيب على الأسئلة الشائعة حول استخدام مساحيق سبائك التيتانيوم في التصنيع الصناعي للأجزاء خفيفة الوزن والمتينة عن طريق التصنيع الإضافي.
أنواع مسحوق سبائك التيتانيوم
هناك العديد من أنواع مسحوق سبائك التيتانيوم المصنفة حسب تركيبها المعدني:
| نوع السبيكة | التركيب الكيميائي | صفات |
|---|---|---|
| Ti-6Al-4V (الدرجة 5) | 90٪ تيتانيوم، 6٪ ألومنيوم، 4٪ فاناديوم | سبيكة التيتانيوم الأكثر شيوعاً والأقل تكلفة، وتوفر أفضل مزيج من القوة والوزن المنخفض ومقاومة التآكل. |
| Ti 6Al-7Nb | 6% ألومنيوم، 7% نيوبيوم | لا يحتوي على الفاناديوم. توافق حيوي أعلى للاستخدامات الطبية، قوة أقل قليلاً. |
| Ti-555 | 5% ألومنيوم، 5% موليبدينوم، 5% فاناديوم 5% | قوة أعلى من Ti-64، وتستخدم في الأجزاء الفضائية التي تعمل في درجات حرارة معتدلة تصل إلى 300 درجة مئوية. |
| Ti-1023 | 10% فاناديوم، 2% حديد، 2% ألومنيوم، 3% ألومنيوم | قابلية تشكيل ولحام ممتازة على البارد. تستخدم للمكونات الدوارة الحرجة. |
هناك العديد من التوليفات الممكنة الأخرى التي تعتمد على تحسين القوة أو الصلابة أو مقاومة الحرارة أو غيرها من المعلمات الأخرى حسب متطلبات التطبيق.

طرق الإنتاج لـ مسحوق سبائك التيتانيوم
تشمل التقنيات الصناعية الشائعة لإنتاج مسحوق سبائك التيتانيوم ما يلي:
| طريقة | الوصف | الناتج النموذجي |
|---|---|---|
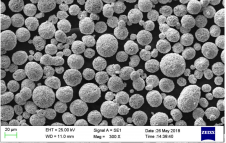
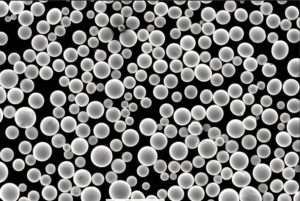
| ترذيذ الغاز | يتفكك تيار سبائك التيتانيوم المنصهر بواسطة نفاثات غاز خامل عالي الضغط إلى قطرات دقيقة تتصلب إلى مسحوق. | مساحيق كروية مثالية للتصنيع الإضافي، عالية النقاء. |
| التذرية بالبلازما | على غرار الانحلال الغازي، ولكن يتم استخدام طاقة البلازما بدلاً من الغاز لتوليد درجات حرارة ذوبان أعلى ومساحيق أدق. | مساحيق كروية جدًا وأصغر حجمًا موزعة المساحيق مقارنةً بالتذرية الغازية. |
| الترطيب/التجفيف المائي | تقلل عملية الهدرجة والتحلل من سبائك التيتانيوم إلى هيدريد التيتانيوم الهش الذي يتم سحقه بعد ذلك ونخله في شكل مسحوق. | جزيئات المسحوق غير المنتظمة الشكل ذات المحتوى العالي من الأكسجين. عملية أقل تكلفة. |
| الطحن/السبك الميكانيكي | تقوم المطاحن الكروية بطحن سبائك/خردة التيتانيوم مع عوامل السبائك الأخرى إلى جسيمات مركبة دقيقة. | شكل المسحوق الزاوي ومستويات أعلى من الشوائب وتوزيع أوسع للجسيمات. |
تسمح الطرق المرذّبة بالغاز والمرذّبة بالبلازما بالتحكم الدقيق في حجم المسحوق وشكله وتوزيعه مما يؤدي إلى الحصول على مواد خام عالية الجودة مفضلة لاستخدامات التصنيع المضافة الحرجة في مجال الفضاء والزراعات الطبية.
خواص مسحوق سبائك التيتانيوم
الخصائص الرئيسية التي تجعل من مسحوق سبائك التيتانيوم مناسباً بشكل فريد لتصنيع أجزاء نهائية خفيفة الوزن ومتينة:
| الممتلكات | صفات | الأهمية |
|---|---|---|
| نسبة عالية من القوة إلى الوزن | أقوى بما يصل إلى 4 أضعاف سبائك الألومنيوم مع الحفاظ على خفة الوزن | تتيح تصميم مكونات أخف وزنًا وأصغر حجمًا دون التضحية بالمتانة |
| مقاومة التآكل | تشكل طبقة أكسيد واقية بشكل طبيعي تمنع التحلل عبر نطاق واسع من الأس الهيدروجيني | يتفوق أداء الأجزاء المصنوعة من الفولاذ المقاوم للصدأ في البيئات القاسية من الأحماض إلى مياه البحر بأقل قدر من الصيانة |
| التوافق الحيوي | غير سامة ولا ترفضها أنسجة جسم الإنسان على المدى الطويل في الاستخدامات المزروعة | مفضلة على المعادن الأخرى للمسامير والبراغي ومفاصل الورك ولوحات الجمجمة وغيرها من الأطراف الصناعية الداخلية التي يتراوح عمرها الافتراضي من 10 إلى 20 سنة فأكثر |
| قابلية التشغيل والليونة | تحمل دورات الإجهاد المتكررة دون تكسر وقابل للتشكيل عبر مجموعة متنوعة من طرق التصنيع والتشغيل الآلي | أداء دائم موثوق به في التطبيقات الديناميكية المحملة ميكانيكياً مثل معدات الهبوط بالطائرات وشفرات المحرك التوربيني |
| مقاومة الحرارة | يحتفظ بقوة شد عالية في درجات حرارة مرتفعة تصل إلى 600 درجة مئوية لبعض السبائك | يسمح بتصميم خفيف الوزن لمكونات الأقسام الساخنة مثل المحركات النفاثة، وأنظمة عوادم السيارات، والمفاعلات الكيميائية وغيرها من معدات نقل الحرارة |
وبالاقتران مع تقنيات التصنيع المضافة الحديثة، تجعل هذه القدرات الفيزيائية والكيميائية الرائعة سبائك التيتانيوم مناسبة لتحل محل المواد التقليدية الأثقل وزناً والمعرضة للتآكل أو غير المتوافقة حيوياً في قطاعات النقل والمعالجة الكيميائية والطب الحيوي والمنتجات الاستهلاكية.
تطبيقات مسحوق سبائك التيتانيوم
الاستخدامات النهائية الشائعة لمكونات سبائك التيتانيوم المصنعة بشكل إضافي من مساحيق المعادن:
| الصناعة | التطبيقات | المزايا |
|---|---|---|
| الفضاء | الإطارات الهيكلية للطائرات، وشفرات المحركات، وأجزاء معدات الهبوط | خفيفة الوزن مع مقاومة للحرارة/الإجهاد لخفض تكاليف الوقود |
| الطبية | غرسات الورك والركبة والأسنان الأدوات الجراحية | أجهزة متوافقة حيوياً وقوية لتحسين نتائج المرضى |
| السيارات | قضبان التوصيل، والصمامات، والشواحن التوربينية | قوة عالية في درجات حرارة مرتفعة تحت غطاء المحرك |
| المصانع الكيميائية | الأوعية والأنابيب والمضخات المقاومة للتآكل | مقاومة التلامس مع مجموعة كبيرة من المواد العدوانية |
| السلع الاستهلاكية | إطارات النظارات، والساعات، والدراجات الهوائية | منتجات فاخرة خفيفة الوزن |
| الدفاع | ألواح الدروع الواقية من المقذوفات وألواح المركبات القتالية | حماية فعالة من الطلقات/الانفجارات مع عبء وزن تكتيكي أقل |
تُظهر كل من النماذج الأولية للمكونات المخصصة لمرة واحدة مثل المفاصل الاصطناعية المصممة خصيصًا لبيانات المسح الضوئي للمريض، والطباعة ثلاثية الأبعاد بمقاييس الدفعات التجارية لمكونات الطائرات، تعدد استخدامات سبائك التيتانيوم في الأجزاء النهائية الصغيرة والضخمة.
المواصفات والدرجات
تصنّف المعايير الدولية للمواد درجات سبائك التيتانيوم من أجل تحديد المواد الأولية للمساحيق بشكل متسق:
| المواصفات | الدرجات المشتركة | التفاصيل |
|---|---|---|
| ASTM F2924 | Ti-6Al-4V Ti 6Al-7Nb Ti 6-4 ELI | يحدد تركيبات أكثر من 20 درجة تيتانيوم وخصائصها الميكانيكية لاستخدامات التصنيع المضافة |
| ASTM F3049 | Ti 6Al-4V Ti 5Al 5Al-5V-5Mo-3Cr | درجات مصممة خصيصًا لتطبيقات الأجهزة الطبية المتوافقة حيويًا مثل الغرسات والأدوات |
| ASTM F3001 | Ti-6Al-4V Ti 6-4 ELI Ti 6Al-7Nb | تركز على قدرات مقاومة الحرارة في البيئات التي تزيد درجة حرارتها عن 300 درجة مئوية الشائعة في المحركات الفضائية والنقاط الساخنة لهياكل الطائرات |
يشير تصنيف ELI إلى “، "منخفضة للغاية بيني&8221؛ مع حدود أكثر صرامة على الملوثات. يتمتع قطاعا الطيران والقطاع الطبي بأكثر المواصفات صرامة نظرًا لمخاطر المسؤولية. تحدث إلى الشركات المصنعة لفهم مدى ملاءمة الدرجة التي تتوافق بشكل أفضل مع متطلبات تصميم التطبيق وظروف التشغيل.
الموردون والتسعير
| المورد | الدرجات المقدمة | تقدير الأسعار |
|---|---|---|
| تقنية LPW | Ti-6Al-4V، Ti 6Al-7Nb، سبائك مخصصة | 150 دولار - 500 دولار للكيلوغرام الواحد |
| AP&C | Ti 6Al-4V، Ti 6Al-7Nb، Ti 6-4 ELI | من 200 دولار إلى 600 دولار للكيلوغرام الواحد |
| بايرو جينيسيسيس | TiAlCrY، Ti6Al4V، سبائك Ti | 250 دولار - 800 دولار للكيلوغرام الواحد |
| أورليكون إيه إم | Ti6Al4V، TiAl6V4، Ti6242 | من 100 دولار إلى 650 دولار للكيلوغرام الواحد |
يمكن أن تتراوح التكاليف على نطاق واسع بالنسبة لمساحيق سبائك التيتانيوم من 100 دولار للكيلوغرام الواحد للدرجات الأكثر شيوعًا من طرق التصنيع الأساسية حتى 800 دولار للكيلوغرام الواحد للسبائك المخصصة للغاية التي تستفيد من عمليات الانحلال بالبلازما الخاصة. توقع عادةً 200$ و#8211; 400$ للكيلوغرام الواحد للدرجات الأساسية مثل Ti-6Al-4V ELI التي تلبي مواصفات الطيران أو المواصفات الطبية.
تذكّر –؛ يجب حساب التكاليف الإجمالية على أساس نسبة الشراء إلى الطيران من مادة المسحوق إلى وزن الجزء النهائي الكثيف، وليس فقط كمية المسحوق الخام الأولية. اعمل مع الموردين لتحسين كفاءة هذا العائد في عملية الطباعة.
إيجابيات وسلبيات مسحوق سبائك التيتانيوم
| الإيجابيات | السلبيات |
|---|---|
| الأجزاء خفيفة الوزن تقلل وزن المكونات بنسبة 50% أو أكثر | تكاليف المواد أعلى من المعادن مثل الألومنيوم أو الفولاذ |
| تحمل البيئات القاسية من مياه البحر إلى الحرارة العالية | محدودية خيارات السبائك وموردي المساحيق مقارنةً بالمعادن الأخرى |
| إنشاء أشكال هندسية جديدة مستحيلة عن طريق التصنيع الآلي الطرحي | غالبًا ما تكون المعالجة اللاحقة مثل الكبس المتساوي الضغط الساخن المتساوي الضغط ضرورية لتلبية الخصائص الميكانيكية |
| التخلص من التجميعات الفرعية عن طريق الأجزاء المطبوعة المتكاملة | لا تزال تفتقر إلى مدونات ومعايير شاملة للتسامح مع العيوب |
| تخصيص تصاميم مصممة خصيصاً لتناسب تشريح المريض أو أحمال التطبيق | يتطلب خبرة في التعامل مع الغاز الخامل من أجل سلامة المسحوق والطباعة |
على الرغم من أن التيتانيوم نفسه يكلف أكثر من المعادن الشائعة الأخرى ويحتاج إلى خطوات تشطيب ثانوية بعد الطباعة، إلا أن أداء القطع على المدى الطويل في التطبيقات ذات الموثوقية الحرجة والفرص المرنة لإعادة ابتكار تصميمات مكونات أخف وزناً ومتكاملة يوفر في النهاية قيمة ممتازة على مدى العمر التشغيلي–؛ خاصة لقطاعات مثل الفضاء والطب.

القيود والاعتبارات
انتبه لهذه القيود عند العمل مع مساحيق سبائك التيتانيوم:
- التفاعل مع الأكسجين –؛ يجب التعامل مع المسحوق والأجزاء المطبوعة في بيئات خاملة من الأرجون لمنع الحرائق
- امتصاص أقل لليزر مقارنةً بالمعادن الأخرى –؛ قد يتطلب قوة ليزر أكثر سخونة، مما يؤدي إلى سرعات بناء أبطأ
- نظرًا للتقارب الكيميائي العالي، يظل التلوث الناتج عن التصاق لوحة البناء أثناء الطباعة خطرًا
- عدم وجود مدونات ومعايير شاملة لبدلات مراقبة الجودة –؛ يساعد في ذلك نظام إدارة المواد الكيميائية ومراقبة الجودة ونظام إدارة المواد الكيميائية والبيانات التاريخية ولكنه لا يزال مجالاً متطورًا
- تضيف المعالجة الثانوية مثل الكبس المتوازن الساخن (HIP) تكاليف إضافية ولكنها ضرورية لتحقيق خصائص المواد المماثلة للمواد المشغولة
يجب أن يتعاون المهندسون الذين يفكرون في تطبيقات التيتانيوم بشكل وثيق مع مكاتب خدمات طباعة المعادن المتخصصة لتطوير معايير عملية قوية والتحقق من أن الأداء الميكانيكي يفي بمواصفات التصميم عبر دفعات صغيرة قبل الالتزام بالإنتاج بكميات كبيرة.
التعليمات
| سؤال | الإجابة |
|---|---|
| ما هي أحجام الجسيمات النموذجية لمساحيق طباعة سبائك التيتانيوم؟ | 10-45 ميكرون شائع، كما هو محسن لمعظم ماكينات دمج قاع المسحوق بالليزر. تدعم بعض التقنيات جسيمات أقل من 10 ميكرون. |
| ما هو مثال التركيب الكيميائي لسبائك التيتانيوم من الدرجة 5؟ | 89.7٪ تيتانيوم، 6٪ ألومنيوم، 4٪ فاناديوم، 0.25٪ حديد، 0.2٪ أكسجين. العناصر النزرة الأخرى. |
| ما درجة الحرارة التي ينصهر عندها Ti-6Al-4V؟ | 1,605 درجة مئوية، ولكنها تبدأ في التحول إلى بلاستيك فائق عند درجة حرارة تزيد عن 800 درجة مئوية مما يساعد على سلوك التلبيد بالليزر الكثيف. |
| هل تنتهي صلاحية مسحوق سبائك التيتانيوم أو تتلف بمرور الوقت؟ | إذا تم تخزين المسحوق محكم الإغلاق بأكياس مجففة لمنع التعرض للرطوبة، يدوم المسحوق لسنوات عديدة. يعاد اختبار الخصائص الحرجة بعد 3-5 سنوات. |
| هل مسحوق سبائك التيتانيوم قابل للاشتعال؟ | نعم، إن مسحوق التيتانيوم الناعم قابل للاشتعال بشكل كبير خاصةً عندما يتم رشه في الهواء. اتبع الاحتياطات الصارمة باستخدام الغازات الخاملة فقط. |
| هل هذه السبائك متوافقة مع قولبة حقن المعادن؟ | نعم، يمكنها أيضًا تغذية عمليات MIM، وليس فقط الطباعة المضافة. ضبط أحجام الشبكات وفقًا لقدرات معدات قوالب الحقن. |
| ما هي طريقة المعالجة اللاحقة الأفضل؟ | يوفر الكبس المتساوي الضغط المتساوي الحرارة أفضل بنية مجهرية وتكثيف وخصائص المواد. |
| كم تبلغ تكلفة جهاز زراعة الورك المصنوع من مسحوق سبائك التيتانيوم؟ | حوالي 8,000 دولار تقريبًا مع نصف التكلفة من المواد الخام لمسحوق التيتانيوم. |
من خلال إجراءات المعالجة السليمة وعمليات الجودة السليمة، تقدم سبائك التيتانيوم تقدماً هائلاً في ابتكار القطع المعدنية المطبوعة خفيفة الوزن.
خاتمة
نظرًا لأن التصنيع المضاف يبشر بعصر جديد من حرية التصميم في الهندسة في مختلف الصناعات بدءًا من الصواريخ الفضائية إلى غرسات الركبة المخصصة، ستلعب مساحيق سبائك التيتانيوم دورًا حاسمًا بفضل الصفات الفريدة من التوافق الحيوي العالي إلى مقاومة الحرارة التي تحافظ على قابلية التشغيل الجيدة. ومع توفر تركيبات موسعة من السبائك التي تتجاوز Ti-6Al-4V الشائع دائمًا، أصبح لدى المهندسين لوحة مواد موسعة لتجربتها لدفع حدود الأداء للمكونات المعدنية المطبوعة المحسنة طوبولوجيًا والتي نادرًا ما يمكن تخيلها من خلال وسائل التصنيع التقليدية الطرح. ومن خلال التعاون الوثيق مع شركاء متخصصين في تصنيع المساحيق المعدنية لتوصيف درجات السبائك الجديدة بشكل صحيح للحصول على معايير جودة صارمة والاستفادة من عمليات التحسين الثانوية مثل الضغط المتساوي الساخن لزيادة الخصائص الميكانيكية إلى أقصى حد، يمكن للشركات الاستفادة الكاملة من مزايا التيتانيوم خفيفة الوزن وعالية القوة لتقديم الجيل القادم من المركبات والزرعات والمعدات الصناعية. وفي حين أن التكاليف تتجاوز المعادن الأكثر شيوعاً، إلا أن القيمة على مدى دورة الحياة الكاملة تعوّض أكثر من ذلك في العديد من التطبيقات. نتوقع أن تستمر سبائك التيتانيوم في النمو كمادة تكنولوجية مهمة لدفع عجلة الابتكار في مختلف القطاعات.
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
Additional FAQs on Titanium Alloy Powder
1) What oxygen and nitrogen limits should I specify for aerospace or medical titanium alloy powder?
For Ti-6Al-4V ELI used in implants, O ≤0.13 wt% and N ≤0.03 wt% are typical; aerospace often targets O ≤0.20 wt% and N ≤0.05 wt% for standard Ti-6Al-4V. Always reference the applicable ASTM F3001/F2924/F136 limits.
2) How does powder reuse impact mechanical properties and defects?
Multiple reuse cycles can increase oxygen, alter PSD/sphericity, and raise lack-of-fusion and hot-cracking risk. Implement batch genealogy, blend-back limits (e.g., ≤30–50% recycled with virgin), and periodic O/N/H and flowability checks.
3) Which titanium alloy powders are best for high-temperature service?
Near-β and α+β alloys like Ti-6242, Ti-5553, and Ti-6246 outperform Ti-6Al-4V above ~300°C, offering better creep/fatigue resistance for compressors, airframes, and auto turbo components.
4) Can titanium alloy powder be used in binder jetting or MIM, not just LPBF/EBM?
Yes. Binder jetting and MIM use finer PSDs (often D50 ~5–20 μm) and require debind/sinter/HIP cycles. Mechanical properties can approach wrought with proper densification and interstitial control.
5) What surface finishes are achievable on AM titanium parts?
As-built LPBF Ra is typically 6–20 μm depending on orientation. Post-processes like shot peen, abrasive flow, chemical milling, electropolishing, and machining can reach Ra <0.8 μm; implants often use dual-texture (macro porous + micro-rough) for osseointegration.
2025 Industry Trends for Titanium Alloy Powder
- AM at production scale: Multi-laser LPBF (8–12 lasers) and faster recoaters lower cost-per-part for Ti-64 and near-β alloys.
- Bio-focused grades: Wider adoption of vanadium-free Ti-6Al-7Nb and β-type alloys (e.g., Ti-13Nb-13Zr) to tune elastic modulus for implants.
- Sustainability: Closed-loop powder recovery, higher recycled Ti content, and material passports for aerospace traceability.
- Fatigue-critical qualification: In-situ monitoring + HIP + surface conditioning become standard for rotating hardware and orthopedic stems.
- Hybrid builds: AM preforms + forging or HIP consolidation to achieve wrought-like microstructures in thick sections.
| 2025 Metric (Titanium Alloy Powder/AM) | النطاق/القيمة النموذجية | Relevance/Notes | المصدر |
|---|---|---|---|
| LPBF relative density (Ti-6Al-4V) | 99.5–99.9% (with HIP) | Production-grade parts | OEM app notes; peer-reviewed AM studies |
| High-cycle fatigue (Ti-64 AM, HIP, machined) | 300–600 MPa at 10⁷ cycles | Orientation and surface finish dependent | Journal reports; ASTM E466 tests |
| Oxygen spec (ELI implant powder) | ≤0.13 wt% | Biocompatibility/ductility | ASTM F136/F3001 |
| Typical PSD for LPBF | D10–D90 ≈ 15–45 μm | Flow and recoating stability | ISO/ASTM 52907 |
| Indicative powder price (Ti-64 ELI, spherical) | $180–$450/kg | Certs, PSD, and atomization route drive spread | Supplier quotes/market trackers |
| Powder reuse cycles before refresh | 5–15 cycles typical | Govern with O/N/H and flow tests | MES/QA best practices |
المراجع الموثوقة ومصادر القراءة الإضافية:
- ASTM F2924, F3001, F136: https://www.astm.org
- ISO/ASTM 52907 (feedstock), 52910 (DFAM): https://www.astm.org and https://www.iso.org
- NIST AM benchmarks and fatigue data: https://www.nist.gov
- ASM Handbook (Titanium and Titanium Alloys): https://www.asminternational.org
أحدث دراسات الحالة البحثية
Case Study 1: Multi-Laser LPBF Ti-5553 Brackets for Regional Jet (2025)
Background: An airframe OEM sought weight reduction with stable fatigue for secondary structural brackets.
Solution: Produced Ti-5553 on a 12-laser LPBF system using tight PSD spherical powder; stress relief, HIP, and contour machining; in-situ melt pool monitoring linked to acceptance criteria.
Results: 19% mass reduction versus machined Ti-64, 1.6× fatigue life at 10⁶ cycles after HIP + surface finishing, and 14% part-cost reduction at series rate.
Case Study 2: Binder-Jetted Ti-6Al-7Nb Porous Cups for Cementless Hips (2024)
Background: A medical device firm needed consistent open-porosity acetabular cups with vanadium-free chemistry.
Solution: Binder jetting fine-cut Ti-6Al-7Nb; debind, vacuum sinter, and selective HIP to keep surface porosity (500–800 μm) while densifying the bulk; validated per ISO 10993.
Results: 98% dense cores with 55–65% porous surfaces; pull-out strength +25% versus plasma-sprayed coatings; sterile-pack lead time reduced by 30%.
آراء الخبراء
- Prof. Michael J. Bermingham, Professor of Advanced Manufacturing, The University of Queensland
Key viewpoint: “Powder specification and handling—especially interstitials and PSD stability—remain the dominant levers for repeatable fatigue in AM titanium.” - الدكتورة مارتينا زيمرمان، رئيسة قسم المواد المضافة، معهد فراونهوفر لعلوم المعادن
Key viewpoint: “HIP plus targeted surface treatment closes the performance gap to wrought for many Ti-64 applications; process signatures from in-situ monitoring are increasingly part of certification dossiers.” - Dr. Laura Fox, Director of Materials Engineering, Stryker (personal viewpoint)
Key viewpoint: “Vanadium-free and β-type titanium alloy powders enable modulus matching and improved osseointegration, accelerating adoption in next-gen implants.”
الاستشهادات بملفات تعريف الخبراء:
- The University of Queensland: https://www.uq.edu.au
- معهد فراونهوفر للحرب الدولية: https://www.iwm.fraunhofer.de
- Stryker: https://www.stryker.com
أدوات وموارد عملية
- Standards and qualification
- ASTM F2924/F3001/F136 for Ti alloys; ISO 10993 biocompatibility: https://www.astm.org and https://www.iso.org
- Design and simulation
- Ansys Additive and Ansys Mechanical (distortion, fatigue): https://www.ansys.com
- nTopology for lattices/porous implants: https://ntop.com
- COMSOL Multiphysics (heat transfer, structural): https://www.comsol.com
- Powder QC and process control
- ISO/ASTM 52907 feedstock testing guidance
- أجهزة تحليل الأكسجين/النيتروجين/الهيدروجين من شركة LECO: https://www.leco.com
- قاعدة بيانات سينفول (الآلات/المواد): https://senvol.com/database
- MES/QA suites with genealogy (e.g., material passports)
- Regulatory and testing
- FDA device database (AM implants): https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfpmn/pmn.cfm
- ASTM F3122 (AM process control), F3303 (metal PBF safety)
آخر تحديث: 2025-08-21
سجل التغييرات: Added 5 focused FAQs, 2025 trend table with metrics and sources, two recent titanium alloy powder case studies, expert viewpoints with credible affiliations, and a curated tools/resources list.
تاريخ المراجعة القادمة والمحفزات: 2026-02-01 or earlier if ASTM/ISO standards change, major OEMs publish new multi-laser Ti AM parameters/fatigue datasets, or powder pricing/availability shifts >10% QoQ.