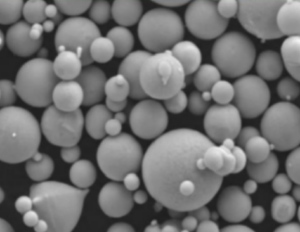
ترذيذ المسحوق أحدثت ثورة في العديد من الصناعات، حيث تقدم خصائص فريدة لا يمكن لطرق التصنيع التقليدية تكرارها.
الطيران والفضاء
في قطاع الطيران، تُستخدم المساحيق المرذرة لإنتاج مكونات خفيفة الوزن وعالية القوة للطائرات والمركبات الفضائية. ويساهم حجم الجسيمات الدقيق والبنى المجهرية التي يتم التحكم فيها في تحسين الخواص الميكانيكية، مما يجعل هذه المساحيق مثالية للتطبيقات الحرجة مثل شفرات التوربينات والمكونات الهيكلية.
التصنيع الإضافي
أثرت مساحيق الانحلال المسحوق بشكل كبير في مجال التصنيع المضاف، والمعروف أيضًا باسم الطباعة ثلاثية الأبعاد. وقد تم تصميم هذه المساحيق خصيصًا لعمليات الطباعة المختلفة، مما يسمح بإنشاء تصميمات معقدة ومُعقّدة بخصائص مواد فائقة. من الفضاء إلى الرعاية الصحية، يستفيد التصنيع المضاف من المساحيق المرذرة&8217؛ القدرة على إنتاج أجزاء مخصصة بدقة استثنائية.
الأجهزة الطبية
تستفيد الصناعة الطبية من المساحيق المرذرة في إنتاج الغرسات والأجهزة الطبية. يتم ترذيذ مواد مثل سبائك التيتانيوم والسيراميك المتوافق حيويًا لإنتاج مساحيق يمكن تشكيلها في غرسات تتوافق مع تشريح المريض. تضمن هذه العملية تكاملاً أفضل مع الأنسجة المحيطة وتقلل من خطر الرفض.
صناعة السيارات
تجد المساحيق المذرة تطبيقات في قطاع السيارات، حيث تساهم في تخفيف الوزن وتحسين كفاءة استهلاك الوقود. وتستخدم هذه المساحيق لتصنيع أجزاء مثل المكابس وقضبان التوصيل والتروس، مما يوفر أداءً ومتانة أفضل مع تقليل الوزن الإجمالي.

التحديات في ترذيذ المسحوق
في حين أن الانحلال بالمساحيق يوفر العديد من المزايا، فإنه يأتي أيضًا بنصيبه العادل من التحديات التي يجب على الباحثين والمصنعين معالجتها.
مخاوف التلوث
يمكن أن تؤثر الملوثات من البيئة أو عملية الانحلال نفسها على جودة المساحيق. يعد ضمان بيئة نظيفة ومضبوطة أمرًا بالغ الأهمية لمنع الشوائب غير المرغوب فيها في المنتج النهائي.
توزيع حجم الجسيمات
قد يكون تحقيق توزيع حجم الجسيمات المتسق والمرغوب فيه أمرًا صعبًا. ويمكن أن تؤدي التباينات في حجم الجسيمات إلى تناقضات في خصائص المواد وأدائها.
استهلاك الطاقة
وغالبًا ما تتطلب عمليات التفتيت مدخلات عالية الطاقة، ويرجع ذلك في المقام الأول إلى الحاجة إلى صهر المادة وتوليد القوى اللازمة للتفكك. ويعمل الباحثون بنشاط على استكشاف بدائل موفرة للطاقة للحد من الأثر البيئي.
الابتكارات في تكنولوجيا الانحلال
في السنوات الأخيرة، ظهرت ابتكارات كبيرة في مجال تكنولوجيا الانحلال في السنوات الأخيرة، بهدف مواجهة التحديات وتخطي حدود ما هو ممكن&8217;،.
تطوير السبائك المخصصة
يعمل الباحثون على تطوير سبائك جديدة مصممة خصيصًا لتقنيات الانحلال المحددة. وقد صُممت هذه السبائك بحيث تتصلب بسرعة أثناء عملية الانحلال، مما يؤدي إلى هياكل مجهرية فريدة من نوعها وخصائص محسنة.
المساحيق النانوية
مكّنت التطورات في تكنولوجيا الانحلال من إنتاج مساحيق نانوية ذات بنية نانوية ذات خصائص محسنة. وتجد هذه المساحيق تطبيقات في مجالات مثل الإلكترونيات والمواد المتقدمة.
طرق التذرية المستدامة
تُبذل الجهود لتطوير طرق ترذيذ أكثر ملاءمة للبيئة. ويشمل ذلك استخدام مصادر الطاقة المتجددة وتحسين بارامترات العملية للحد من استهلاك الطاقة.

الاتجاهات المستقبلية في ترذيذ المسحوق
يستمر تطور ترذيذ المسحوق في تشكيل مستقبل علم المواد والتصنيع.
تكامل الصناعة 4.0 الصناعة 4.0
سيؤدي تكامل مبادئ الصناعة 4.0، مثل الأتمتة وتبادل البيانات والتحليلات المتقدمة، إلى تحكم أكثر دقة في عملية الانحلال. سينتج عن ذلك مساحيق أكثر تخصيصًا لتطبيقات محددة.
تقنيات الانحلال الصديقة للبيئة
نظرًا لتزايد أهمية الاستدامة، يركز الباحثون على تطوير تقنيات الانحلال بأقل تأثير بيئي ممكن. ويشمل ذلك تقليل استهلاك الطاقة وتقليل النفايات واستخدام طرق معالجة أكثر مراعاة للبيئة.
إنتاج المسحوق الدقيق
تشير الاتجاهات المستقبلية إلى تحقيق دقة أكبر في التحكم في حجم الجسيمات وتكوينها. وسيتيح ذلك فرصًا للتطبيقات التي تتطلب مساحيق فائقة الدقة ذات خصائص دقيقة.

خاتمة
يُعد ترذيذ المسحوق حجر الزاوية في التصنيع الحديث، مما يتيح إنتاج مواد متقدمة ذات خصائص مصممة خصيصًا. من الفضاء إلى الرعاية الصحية، تتنوع تطبيقات المساحيق المرذرة وتتوسع باستمرار. ومع تقدم التكنولوجيا، يتم مواجهة التحديات بحلول مبتكرة، مما يمهد الطريق لعملية الانحلال المرذذ أكثر استدامة ودقة ستشكل صناعات الغد.
الأسئلة الشائعة حول ترذيذ المسحوق
- ما هو ترذيذ المسحوق؟ ترذيذ المسحوق هو عملية تكسير المواد المنصهرة إلى جسيمات أو مساحيق دقيقة، وغالبًا ما تستخدم في تصنيع المنتجات المختلفة.
- ما هي فوائد المساحيق المرذرة في التصنيع المضاف؟ توفر المساحيق المذرة تحكماً دقيقاً في خصائص المواد، مما يسمح للتصنيع الإضافي بإنشاء تصميمات معقدة ذات أداء فائق.
- ما هي الصناعات الأكثر استفادة من تقنية الانحلال؟ تستفيد صناعات مثل صناعة الطيران والسيارات والأجهزة الطبية والتصنيع المضاف بشكل كبير من المساحيق المرذرة.
- ما هي التحديات التي تواجهها عملية الانحلال بالمساحيق؟ تشمل التحديات الحفاظ على توزيع متسق لحجم الجسيمات ومعالجة مخاوف التلوث وتقليل استهلاك الطاقة.
- كيف تتطور عملية الانحلال في المستقبل؟ ينطوي مستقبل الانحلال على تكامل الصناعة 4.0، والتقنيات الصديقة للبيئة، والدقة المعززة في إنتاج المسحوق لتلبية متطلبات محددة.
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
Frequently Asked Questions (FAQ)
1) What atomization methods are most common and how do they compare?
- Gas atomization (GA) for highly spherical powders and low oxygen; water atomization (WA) for cost-effective, irregular powders; plasma/centrifugal and PREP/EIGA for ultra-clean, aerospace-grade powders; ultrasonic and electrode induction melting gas atomization (EIGA) for reactive alloys like Ti.
2) How does powder atomization influence additive manufacturing quality?
- Sphericity, tight PSD (e.g., 15–45 μm for LPBF; 20–80 μm for binder jet), low O/N/H, and minimal satellites drive spreadability, density, and mechanical properties. Poor PSD or contamination increases porosity and lack-of-fusion defects.
3) Which alloys benefit most from gas atomization for AM and MIM?
- Ti‑6Al‑4V, nickel superalloys (IN718/625), maraging/tool steels, CoCr, AlSi10Mg, and stainless 316L/17‑4PH. For MIM/binder jet, some WA powders can be post-processed (spheroidized, deoxidized) to lower cost.
4) What are key KPIs to request on a certificate of analysis (COA)?
- PSD (D10/D50/D90), sphericity, apparent/tap density, Hall/Carney flow, O/N/H (ASTM E1019/E1409/E1447), residual elements, morphology (SEM), and moisture. Include reuse counts for AM.
5) How can manufacturers reduce contamination during powder atomization?
- Use inert gas with low dew point, ceramic-lined tundish/nozzle systems, closed-loop gas recirculation with filtration, HEPA-controlled packaging, and inline O2 monitoring from melt to canning.
2025 Industry Trends: Powder Atomization
- Digital material passports: Lot-level traceability (PSD, O/N/H, morphology) embedded in QR-coded COAs adopted across aerospace and medtech supply chains.
- Energy optimization: Heat-recovery melters and argon recirculation cut energy and gas consumption 15–35% vs 2023 baselines.
- Cost-tiered AM feedstocks: Blended WA+GA routes for binder jet and MIM widen access while meeting sinter density targets.
- Micro/ultrafine cuts: Tighter classification enables sub‑25 μm feeds for micro‑LPBF and fine feature BJ, with enhanced anti-agglomeration treatments.
- Sustainability reporting: Suppliers publish CO2e/kg powder and recycled content; OEMs factor ESG into vendor scorecards.
2025 KPI and Market Snapshot (indicative ranges)
| متري | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| Sphericity (GA, 15–45 μm) | 0.92–0.95 | 0.94–0.97 | Improved nozzle design/classification |
| Oxygen, Ti‑6Al‑4V GA (wt%) | 0.12–0.18 | 0.08–0.14 | Lower O2 handling in melt path |
| Hall flow (s/50 g), 15–45 μm 316L | 22–30 | 20–26 | ASTM B213 |
| Tap density (g/cm³), 316L GA | 4.0–4.4 | 4.2–4.6 | PSD tuning |
| Argon consumption reduction | — | 20–35% | Recirculation systems |
| Adoption of digital COAs (%) | 25–35 | 50–65 | Aerospace/medtech RFQs |
References: ISO/ASTM 52907; ASTM B212/B213/B703; ASTM E1019/E1409/E1447; NIST AM‑Bench; OEM technical notes (e.g., Carpenter Additive, Höganäs, Sandvik)
Latest Research Cases
Case Study 1: Hybrid WA→Spheroidized 17‑4PH for Binder Jet Production Gears (2025)
Background: An automotive supplier sought lower-cost powders without sacrificing density or fatigue life.
Solution: Qualified water-atomized 17‑4PH with post-spheroidization and deoxidation; narrow PSD 20–60 μm; catalytic debind and vacuum sinter with aging.
Results: Powder cost −22% vs GA; sintered density 98.0–98.8%; rotating bending fatigue +9% vs prior baseline; scrap rate −18% through tighter classification.
Case Study 2: Ultra‑Low Oxygen Ti‑6Al‑4V via EIGA for Orthopedic Implants (2024)
Background: A medtech OEM required consistent low oxygen and high sphericity to reduce HIP time and improve ductility.
Solution: Adopted EIGA atomization with argon recirculation and low-dew-point controls; PSD 15–45 μm; powder passport with lot-level O/N/H and reuse limits.
Results: Oxygen 0.10 wt% average; LPBF density 99.8% as-built; elongation +2.1% post-HIP; HIP time reduced 20%; qualification cycle shortened by 30% with digital COAs.
Expert Opinions
- Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Correlating powder metrics—PSD and O/N/H—to CT porosity and fatigue performance is essential for performance-based sourcing of atomized powders.” https://www.nist.gov/ - Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Cost-tiered feedstocks, including engineered WA powders, are expanding binder jet and MIM adoption without compromising quality when sintering is optimized.” - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Standardized reporting per ISO/ASTM 52907 and process data packages (F3301-style) are accelerating regulatory acceptance in aerospace and medical.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization (flow, PSD, O/N/H)
https://www.iso.org/standard/78974.html - ASTM B212/B213/B703, E1019/E1409/E1447: Density/flow and O/N/H methods
https://www.astm.org/ - NIST AM‑Bench: Open datasets linking atomized powder properties to build outcomes
https://www.nist.gov/ambench - Senvol Database: Compare AM materials and machines
https://senvol.com/database - OEM knowledge hubs (Höganäs, Carpenter Additive, Sandvik): Powder datasheets and application notes
https://www.hoganas.com/ | https://www.carpentertechnology.com/additive-manufacturing | https://www.additive.sandvik/ - HSE ATEX/DSEAR: Safe handling of combustible metal powders
https://www.hse.gov.uk/fireandexplosion/atex.htm
Last updated: 2025-08-27
Changelog: Added five FAQs, a 2025 KPI/market table, two atomization-focused case studies, expert viewpoints, and practical tools/resources related to powder atomization.
Next review date & triggers: 2026-03-31 or earlier if ISO/ASTM standards update, major suppliers introduce new low‑O2 atomization lines, or significant changes in AM binder jet/MIM powder requirements occur.