El moldeo por inyección de metal (MIM) es una tecnología avanzada de impresión 3D que se utiliza para crear piezas metálicas pequeñas y complejas con gran precisión y repetibilidad. Esta guía ofrece una visión completa de Impresión 3D MIM cómo funciona, aplicaciones, consideraciones de diseño, equipos, materiales, postprocesado, ventajas, limitaciones, costes, etc.
Visión general de la impresión 3D MIM
El MIM combina el moldeo por inyección de plástico y la pulvimetalurgia para producir componentes metálicos de precisión con formas netas y geometrías complejas inigualables por otros métodos. Es ideal para la producción de pequeñas cantidades de piezas metálicas complejas.
Cómo funciona la impresión 3D MIM
La impresión 3D MIM implica estos pasos clave:
Tabla 1. Etapas del proceso de impresión 3D MIM
| Paso | Descripción |
|---|---|
| 1. Preparación de la materia prima | El polvo metálico se mezcla con un aglutinante para crear una materia prima moldeada |
| 2. Moldeo por inyección | La materia prima se inyecta en un molde para formar una pieza "verde". |
| 3. Desencuadernación | Se retira el aglutinante de la parte verde |
| 4. Sinterización | La pieza refundida se sinteriza para fundir el polvo metálico en un objeto sólido. |
| 5. Procesamiento secundario | Acabado y postprocesado adicionales según sea necesario |
El MIM ofrece una gran libertad de diseño para producir componentes metálicos totalmente densos y de grano fino con propiedades de material comparables a las de los métodos de fabricación tradicionales.
Tabla 2. Ventajas de la impresión 3D MIM
| Beneficios |
|---|
| Geometrías complejas y rasgos finos |
| Excelentes acabados superficiales |
| Amplia gama de materiales |
| Grandes cantidades de producción |
| Baja producción de residuos |
| Rentabilidad para piezas pequeñas |
El MIM es adecuado para piezas pequeñas y complejas de menos de 100 gramos y hasta 102 mm de tamaño. Es una opción popular para aplicaciones de impresión 3D en metal de gran volumen en diversas industrias.

Aplicaciones de la impresión MIM 3D
La impresión 3D MIM puede producir componentes metálicos intrincados con tolerancias estrictas a partir de diversas aleaciones.
Tabla 3. Sectores y aplicaciones de la impresión 3D MIM
| Industria | Aplicaciones comunes |
|---|---|
| Aeroespacial | Álabes de turbina, rodetes, engranajes |
| Automotor | Componentes del sistema de combustible, conectores, boquillas |
| Productos de consumo | Joyas, relojes, arte decorativo en metal |
| Odontología y medicina | Aparatos de ortodoncia, implantes, herramientas quirúrgicas |
| Armas de fuego | Gatillos, martillos, seguros, eyectores |
| Industrial | Válvulas, acoplamientos, engranajes, piezas de desgaste |
El MIM se utiliza para fabricar piezas metálicas pequeñas y complejas en una amplia gama de sectores en los que la alta precisión es fundamental.
Consideraciones de diseño para la impresión 3D MIM
El diseño adecuado de los componentes es crucial para maximizar las capacidades del MIM y evitar defectos. A continuación se indican las principales directrices de diseño.
Tabla 4. Directrices de diseño para piezas MIM impresas en 3D
| Aspecto del diseño | Recomendaciones |
|---|---|
| Tamaño de la pieza | Hasta 100 g y 102 mm máx. |
| Grosor de la pared | 0,3 - 4 mm para evitar distorsiones |
| Acabado de superficies | Radios y ángulos de desmoldeo |
| Tensiones residuales | Espesores de pared uniformes |
| Geometría de las piezas | Evite las secciones largas y finas propensas al alabeo |
| Montaje | Diseñar elementos de enclavamiento para conjuntos de varias piezas |
| Texturas | Las tolerancias y la geometría pueden diferir del modelo CAD |
Consultar a expertos en MIM durante la fase de diseño ayuda a definir la fabricabilidad y a evitar reprocesamientos. Las herramientas de simulación también pueden optimizar los diseños en función de las capacidades y limitaciones del MIM.
Equipos MIM para la impresión 3D de piezas metálicas
El proceso de fabricación MIM requiere equipos especiales. A continuación se muestran las principales máquinas de impresión MIM 3d.
Tabla 5. Principales equipos para la impresión 3D MIM
| Equipamiento | Propósito |
|---|---|
| Mezcladoras | Mezclar el polvo y el aglutinante en la materia prima |
| Máquinas de moldeo por inyección | Formar piezas verdes a partir de materias primas |
| Hornos de descortezado | Quitar el aglutinante de las partes verdes |
| Hornos de sinterización | Fusionar partículas de polvo en partes marrones |
| Centros de mecanizado CNC | Tratamiento secundario de piezas sinterizadas |
La producción MIM utiliza un flujo de trabajo completo de equipos propios diseñados específicamente para cada paso del proceso.
Otros equipos auxiliares de MIM son las tolvas de alimentación, los tanques de desbobinado, las herramientas de esmerilado/pulido, los dispositivos de metrología, los tamices, etc. Los sistemas automatizados con múltiples pasos integrados son habituales en la producción de MIM de gran volumen.
Tabla 6. Costes de los equipos MIM
| Tipo de máquina | Coste |
|---|---|
| Pequeños hornos de sobremesa | <$50.000 |
| Hornos industriales de sinterización | >$150.000 |
| Centros de mecanizado CNC | $100.000 - $250.000 |
| Líneas MIM automatizadas | >$500.000 |
Los costes varían mucho en función de los volúmenes de producción, el rendimiento y los requisitos de automatización. La asociación con fabricantes por contrato permite acceder a la producción sin grandes inversiones en equipos.
Materiales para la impresión 3D MIM metálica
Una de las principales ventajas del MIM es la variedad de materiales que pueden utilizarse para satisfacer los requisitos de la aplicación.
Tabla 7. Materiales comunes para la impresión 3D MIM
| Material | Propiedades y aplicaciones |
|---|---|
| Acero inoxidable | Resistencia a la corrosión para usos médicos |
| Aleaciones de titanio | Alta resistencia para piezas aeroespaciales |
| Cromo-cobalto | Resistencia al desgaste de los implantes dentales |
| Aceros para herramientas | Dureza para utillaje industrial |
| Aleaciones de aluminio | Ligero con alta conductividad térmica |
| Aleaciones de cobre | Conductividad eléctrica/térmica |
| Aleaciones magnéticas | Propiedades magnéticas blandas |
El MIM puede transformar aleaciones de alto rendimiento en componentes de densidad casi total tras la sinterización. La elección del material depende de las necesidades mecánicas, la resistencia a la corrosión, la resistencia al desgaste y otras especificaciones.
Postprocesado de piezas metálicas MIM impresas en 3D
Tras el proceso MIM, un postprocesado adicional mejora las propiedades finales de la pieza.
Tabla 8. Procesamiento secundario común para piezas MIM
| Proceso | Propósito |
|---|---|
| Tratamiento térmico | Modificar la microestructura y las propiedades mecánicas |
| Revestimiento | Mejorar la resistencia a la corrosión o al desgaste |
| Pasivación | Eliminar el hierro libre del acero inoxidable |
| Mecanizado | Mejorar la precisión dimensional y el acabado superficial |
| Marcado | Identificación de piezas |
| Pruebas | Confirmar el rendimiento mecánico |
Las piezas MIM pueden requerir otros pasos de acabado, como taladrar agujeros, roscar, pintar, grabar con láser marcas o logotipos, etc.
Ventajas e inconvenientes de la impresión 3D MIM
El MIM ofrece ventajas únicas, pero también limitaciones que hay que tener en cuenta.
Tabla 9. Ventajas y limitaciones del MIM
| Ventajas | Desventajas |
|---|---|
| Geometrías complejas | Límites de tamaño de las piezas |
| Acabados superficiales | Restricciones de diseño |
| Amplia selección de materiales | Menor resistencia del material |
| Alta producción | Desarrollo inicial del proceso |
| Casi en forma de red | A menudo es necesario un tratamiento secundario |
| Pocos residuos | Elevados costes de equipamiento |
El MIM compite con otros procesos de AM basados en polvo, como el chorro de ligante, el DMLS y el EBM, que tienen sus propias ventajas y desventajas. Es imprescindible adaptar el método de fabricación a los requisitos de las piezas y a los volúmenes de producción.

Cómo elegir un socio de impresión 3D MIM
La selección de un fabricante de MIM cualificado es clave para la producción rentable de componentes de alta calidad.
Tabla 10. Criterios de selección de un socio MIM
| Factor | Descripción |
|---|---|
| Experiencia | Años de experiencia, técnicos formados |
| Sistemas de calidad | Certificación ISO 9001 o AS9100 |
| Capacidad de producción | Rendimiento, entrega rápida |
| Pruebas de rendimiento | Validar las propiedades mecánicas |
| Capacidades de diseño | Simulación, asesoramiento sobre fabricación |
| Materiales | Gama de ofertas |
| Tratamiento posterior | Mecanizado, acabado, chapado, etc. |
| Integración vertical | Control de todo el flujo de trabajo del proceso |
Visitar la fábrica de un proveedor potencial permite evaluar sus competencias y capacidad de primera mano. Las opiniones de clientes anteriores y las piezas de ejemplo también aportan confianza en sus capacidades.
Análisis de costes de la impresión 3D MIM
Los costes del MIM dependen de muchas variables, pero es económico para la producción en serie.
Tabla 11. Factores que influyen en el costo de las piezas MIM
| Parámetro | Impacto en los costes |
|---|---|
| Tamaño de la pieza | Más pequeño es más barato por pieza |
| Cantidad de producción | El coste por pieza disminuye con mayores volúmenes |
| Material | Las aleaciones más exóticas son caras |
| Tolerancias | Las tolerancias más estrictas aumentan el coste |
| Tratamiento secundario | Aumenta el coste |
| Complejidad del diseño | Más complejo es igual a más caro |
Una petición de oferta detallada proporciona precios adaptados a las necesidades específicas de diseño, material, calidad y volumen de la aplicación. Los costes de producción del MIM son competitivos en comparación con el mecanizado de componentes pequeños y complejos.
Tabla 12. Costes indicativos de las piezas
| Volumen parcial | Coste por pieza |
|---|---|
| 10-100 | $50 – $500 |
| 1,000 | $10 – $50 |
| 10,000 | $2 – $15 |
| 100,000+ | $0.50 – $5 |
Las economías de escala hacen que el MIM sea muy rentable para grandes cantidades de producción frente a volúmenes menores con mayores costes por pieza.

preguntas frecuentes
A continuación encontrará respuestas a preguntas habituales sobre la fabricación aditiva MIM.
Tabla 13. Preguntas frecuentes sobre el MIM
| Pregunta | Respuesta |
|---|---|
| ¿Qué materiales puede procesar el MIM? | Todos los metales estándar: acero inoxidable, titanio, aluminio, acero para herramientas, superaleaciones, aleaciones magnéticas, etc. |
| ¿Qué tamaño de piezas puede fabricar el MIM? | Hasta 100 g y 100 mm x 100 mm x 100 mm aproximadamente. |
| ¿Cuánto dura el MIM? | De 4 a 6 semanas, en función del volumen. |
| ¿Qué acabados se pueden conseguir? | Acabados sinterizados de 2-4 micras de rugosidad. |
| ¿Qué tolerancias son posibles? | Entre ±0,5% y ±0,1% según el proceso. |
| ¿Cuántas piezas puede fabricar el MIM? | De decenas a millones de piezas en un lote de producción. |
| ¿En qué se diferencia el MIM del mecanizado CNC? | Menores costes y menos residuos de material para piezas pequeñas y complejas fabricadas en grandes volúmenes. |
| ¿Es el MIM un proceso de fabricación aditiva? | Sí, se considera una tecnología AM de fusión de lecho de polvo. |
| ¿Qué tratamiento posterior es necesario? | La mayoría de las piezas necesitan tratamiento térmico, acabado superficial, chapado, etc. |
| ¿Puede el MIM fabricar piezas multimaterial? | No, sólo se pueden imprimir materiales homogéneos, pero sí ensamblajes. |
Esto cubre los aspectos básicos. Si tiene alguna otra pregunta, póngase en contacto con nosotros. El MIM es una forma rentable de fabricar componentes metálicos complejos.
Conclusión
El MIM es un proceso de impresión 3D versátil que permite fabricar piezas metálicas pequeñas de alta precisión con excelentes propiedades mecánicas, geometrías complejas, características precisas y acabados superficiales suaves. Destaca en la fabricación rentable de grandes cantidades de componentes complejos en los sectores aeroespacial, automovilístico y médico, entre otros.
Gracias a las optimizaciones para la fabricación, el MIM puede ofrecer soluciones de fabricación aditiva de metales que no son viables con otros métodos. Esta guía explica cómo funciona el proceso, las aplicaciones clave, los principios de diseño, los equipos implicados, los materiales utilizados, el postprocesado, los pros y los contras, los criterios de evaluación de proveedores, los precios indicativos y las preguntas más frecuentes sobre la impresión 3D MIM. Hable con un experto en MIM para determinar si es el proceso adecuado para sus necesidades específicas de piezas y volúmenes de producción.
conocer más procesos de impresión 3D
Additional FAQs About MIM 3D Printing
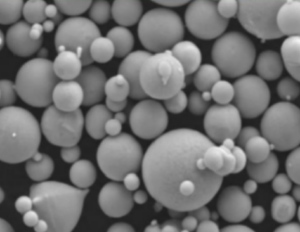
1) What powder characteristics matter most for MIM feedstock quality?
- Fine PSD (typically D50 ≈ 10–20 µm), high tap/apparent density, narrow distribution, low O/C/S interstitials, and spherical morphology minimize binder loading, improve molding rheology, and reduce sinter shrink variability.
2) How do you estimate sinter shrinkage and final dimensions?
- Typical linear shrinkage is 12–20% depending on alloy and solids loading. Use supplier material cards or DOE to build shrink factors per axis; apply compensation to mold/CAD and validate with first-article measurements.
3) Which alloys are most production-proven in MIM 3D printing?
- 17-4PH, 316L, 4605/8620 low-alloy steels, F-75 CoCr, M2/H13 tool steels, Ti-6Al-4V (specialized lines). Each has established debind/sinter recipes and predictable mechanical properties.
4) How does MIM compare to binder jetting for small metal parts?
- MIM excels in very high volumes with ultra-fine features and tight tolerances via hardened molds; binder jetting offers faster tooling-free iteration and mid-volume viability. Both rely on debind/sinter; MIM generally achieves higher consistency on microfeatures.
5) What are best practices to avoid defects during debinding?
- Ramp slowly through binder softening temperatures, ensure venting and uniform cross-sections, avoid thick-thin junctions, employ wicking media or catalytic debind where applicable, and maintain furnace atmosphere/dew point control.
2025 Industry Trends for MIM 3D Printing
- Materials convergence: Expanded property datasets for 17-4PH, 316L, and Ti-6Al-4V enable faster design allowables and regulatory filings.
- Data-driven sintering: Wider adoption of in-situ temperature/atmosphere sensing and AI-assisted profiles reduces distortion and porosity.
- Hybridization: MIM + micro-CNC/laser texturing post-sinter delivers tighter GD&T without sacrificing throughput.
- Sustainability: Higher recycled content in powders and closed-loop binder recovery reported in ESG disclosures.
- Medical and e-mobility demand: Growth in surgical instruments, orthodontics, and compact drivetrain components.
2025 Market and Technical Snapshot (MIM 3D Printing)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Typical MIM part mass | 0.02–80 g | Stable | Industry benchmarks |
| Linear shrinkage (common alloys) | 12-20% | Better predictability | Supplier material cards, DOE |
| Production Cp/Cpk (critical dims) | ≥1.33/≥1.67 achievable | Up | SPC with inline metrology |
| 17-4PH MIM UTS (H900) | 1000–1200 MPa | Stable | Vendor datasheets, MPIF |
| 316L MIM density (relative) | 96–99% | +0.5 pp | Optimized sinter/HIP |
| Tooling lead time (prototype → production) | 3–10 weeks | Down | Rapid mold inserts |
| Cost per part at 100k units | $0.5–$5 | Stable | Quotation analyses |
Indicative sources:
- MPIF standards and design guidelines: https://www.mpif.org
- ISO/ASTM AM and powder standards (52900 series): https://www.iso.org | https://www.astm.org
- ASM Handbooks (Powder Metallurgy; Heat Treating): https://www.asminternational.org
- NIST resources on sintering and powder characterization: https://www.nist.gov
Latest Research Cases
Case Study 1: High-Yield 17-4PH MIM Micro-Actuator Components (2025)
Background: A robotics OEM needed sub-1 g components with tight positional tolerances and high strength.
Solution: Spherical 17-4PH powder (D50 ≈ 14 µm) at 63 vol% solids; two-stage solvent/thermal debind; vacuum sinter with controlled cooling; H900 aging; inline optical metrology + SPC.
Results: Yield improved to 96% (+8 pp vs. prior run); UTS 1120 MPa, elongation 7%; Cpk ≥1.67 on three critical features; part cost −12% via cycle-time tuning.
Case Study 2: Ti-6Al-4V MIM for Orthodontic Brackets with Low Nickel Exposure (2024)
Background: Dental supplier required nickel-free brackets with smooth surface and biocompatibility.
Solution: Ti-6Al-4V ELI powder, catalytic debind-compatible binder; high-vacuum sinter + HIP; electropolish + ASTM F86 passivation; ISO 10993 biocompatibility testing.
Results: Relative density 99.2% post-HIP; surface Ra 0.6–0.8 µm; no cytotoxicity/irritation; slot dimensional tolerance ±0.03 mm; validated 1M-cycle fatigue for wire engagement.
Expert Opinions
- Prof. Randall M. German, Powder Metallurgy Scholar and Author
Key viewpoint: “Solids loading and carbon/oxygen control dominate MIM dimensional repeatability and final properties—optimize these before chasing minor process tweaks.” - Dr. John Slotwinski, Manufacturing Metrology Expert (former NIST)
Key viewpoint: “Inline SPC with lot-specific shrink factors and verified PSD/interstitials is essential to scale MIM 3D Printing beyond pilot lines.” - Dr. Cristina L. Branco, Director of Advanced PM Programs, Automotive OEM
Key viewpoint: “Hybrid cost models—rapid prototype tooling to production tooling—shorten time-to-SOP without compromising Cp/Cpk targets.”
Practical Tools and Resources
- MPIF 35 and MIM design guides for materials/allowables: https://www.mpif.org
- ISO/ASTM 52900-series (terminology, powders, qualification): https://www.iso.org | https://www.astm.org
- ASM Digital Library (Powder Metallurgy; Heat Treatment): https://www.asminternational.org
- NIST sintering and powder metrology resources: https://www.nist.gov
- QC instrumentation:
- Rheology/solids loading: capillary rheometers
- PSD/shape: Malvern Mastersizer, image analysis
- Interstitials O/N/H: LECO analyzers
- Inline SPC: statistical software integrated with CMM/vision metrology
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; introduced 2025 market/technical snapshot with table; included two recent case studies; compiled expert viewpoints; curated practical tools/resources tailored to MIM 3D Printing
Next review date & triggers: 2026-02-01 or earlier if MPIF/ISO/ASTM update MIM standards, major vendors release new validated material cards/shrink models, or NIST/ASM publish updated sintering and property datasets for MIM alloys