Una inmersión profunda en la fabricación aditiva de polvo: Materiales, técnicas y perspectivas de futuro
En los últimos años, la fabricación aditiva, comúnmente conocida como impresión 3D, ha revolucionado la industria manufacturera. Esta tecnología de vanguardia permite crear objetos complejos e intrincados mediante la superposición de materiales. La calidad y la composición de los polvos utilizados son fundamentales para el éxito de la fabricación aditiva. En este artículo examinaremos a fondo la fabricación aditiva en polvo, incluidos los distintos materiales, las técnicas y las interesantes perspectivas de futuro que ofrece.
Polvo para fabricación aditiva
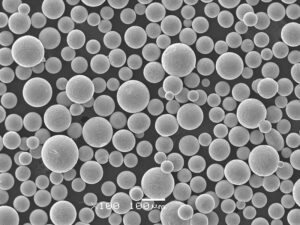
El polvo de fabricación aditiva es un componente crucial en el proceso de impresión 3D. Sirve como bloque de construcción para crear objetos tridimensionales capa a capa. Estos polvos se presentan en una gran variedad de materiales, cada uno de los cuales posee propiedades y aplicaciones únicas. La selección del material en polvo adecuado depende de las características deseadas del objeto impreso final.
Los materiales utilizados en la fabricación aditiva de polvo
-
POLVOS METÁLICOS: Los polvos metálicos se utilizan ampliamente en la fabricación aditiva debido a sus excelentes propiedades mecánicas y durabilidad. Los metales más utilizados son el acero inoxidable, el titanio, el aluminio y las aleaciones de níquel. Estos polvos permiten fabricar componentes robustos y ligeros, lo que los hace ideales para aplicaciones aeroespaciales, médicas y de automoción.
-
Polvos de polímero: Los polvos de polímero son otra opción popular en la fabricación aditiva. Ofrecen versatilidad, asequibilidad y una amplia gama de opciones de materiales, como ABS, PLA y nailon. Los polvos de polímero tienen aplicaciones en sectores como los bienes de consumo, la creación de prototipos y la atención sanitaria.
-
Polvos cerámicos: Los polvos cerámicos son conocidos por su resistencia a las altas temperaturas, su estabilidad química y sus propiedades de aislamiento eléctrico. La fabricación aditiva con polvos cerámicos se utiliza en la producción de componentes para los sectores aeroespacial, electrónico y biomédico.
Técnicas de tratamiento del polvo para fabricación aditiva
El polvo de la fabricación aditiva se somete a técnicas de procesamiento específicas para transformarlo en un objeto sólido. Exploremos algunas de las técnicas habituales empleadas en este proceso:
1. Fusión de lecho de polvo (PBF)
En la fusión en lecho de polvo, se extiende una fina capa de polvo sobre una plataforma de construcción. A continuación, un láser o un haz de electrones fusiona selectivamente las partículas de polvo, capa por capa, siguiendo un modelo 3D. Las técnicas de PBF incluyen el sinterizado selectivo por láser (SLS) y la fusión por haz de electrones (EBM).
2. Chorro de ligante
La inyección de aglutinante consiste en depositar un aglutinante líquido sobre capas de polvo para unirlas. Este proceso se repite capa a capa hasta crear el objeto final. La inyección de aglutinante es conocida por su rapidez y rentabilidad, lo que la hace idónea para la producción a gran escala.
3. Deposición de energía dirigida (DED)
La DED consiste en la deposición precisa de partículas de polvo sobre un sustrato utilizando energía térmica focalizada, como un láser o un haz de electrones. Esta técnica es especialmente útil para reparar y añadir material a componentes existentes, así como para crear objetos a gran escala.
Perspectivas de futuro de la fabricación aditiva en polvo
El futuro de la fabricación aditiva en polvo encierra un enorme potencial de innovación y avances. He aquí algunas perspectivas apasionantes:
1. Selección mejorada de materiales
Los investigadores exploran continuamente nuevos materiales para los polvos de fabricación aditiva. Desde polímeros biodegradables hasta aleaciones avanzadas, la gama de materiales disponibles se ampliará, abriendo nuevas posibilidades para diversas aplicaciones.
2. Propiedades mejoradas del polvo
Se están realizando esfuerzos para mejorar las propiedades de los polvos de fabricación aditiva, como la distribución del tamaño de las partículas, la fluidez y la densidad. Estos avances darán lugar a impresiones de mayor calidad, precisión y consistencia.
3. Impresión multimaterial
La capacidad de imprimir objetos con múltiples materiales simultáneamente permitirá crear estructuras complejas con distintas propiedades mecánicas, eléctricas y térmicas. Este avance tendrá aplicaciones en campos como la electrónica, la robótica y los dispositivos médicos personalizados.
4. Polvos sostenibles y reciclables
Cada vez se hace más hincapié en el desarrollo de polvos de fabricación aditiva sostenibles y reciclables. Esta atención a la responsabilidad medioambiental impulsará la adopción de materiales ecológicos y reducirá los residuos en el proceso de fabricación.
Conclusión
El polvo de fabricación aditiva desempeña un papel vital en el mundo de la impresión 3D. Con una amplia gama de materiales y técnicas de procesamiento, la fabricación aditiva ofrece increíbles posibilidades para crear objetos complejos y funcionales. A medida que la tecnología siga evolucionando, podemos esperar interesantes avances en la selección de materiales, las propiedades del polvo y la impresión multimaterial. Con un enfoque sostenible, la fabricación aditiva en polvo tiene el potencial de revolucionar la industria manufacturera y transformar diversos sectores en el futuro.
FAQs (Preguntas más frecuentes)
1. ¿Qué es el polvo de fabricación aditiva?
Por polvo de fabricación aditiva se entiende el material en polvo utilizado en la impresión 3D para crear objetos capa por capa. Estos polvos pueden estar hechos de metales, polímeros, cerámica u otros materiales adecuados para la aplicación deseada.
2. ¿Cuáles son los materiales más utilizados en la fabricación aditiva en polvo?
Los materiales más comunes utilizados en la fabricación aditiva en polvo son los metales (como el acero inoxidable y el titanio), los polímeros (como el ABS y el PLA) y la cerámica. Cada material posee propiedades y aplicaciones únicas.
3. ¿Cuáles son las técnicas más utilizadas para procesar el polvo de fabricación aditiva?
Entre las técnicas más populares para procesar el polvo de fabricación aditiva se encuentran la fusión de lecho de polvo (PBF), el chorro de aglutinante y la deposición de energía dirigida (DED). Estas técnicas permiten transformar el polvo en objetos sólidos mediante fusión o unión selectiva.
4. ¿Cuáles son las perspectivas de futuro de la fabricación aditiva en polvo?
Las perspectivas de futuro de la fabricación aditiva en polvo incluyen una mayor selección de materiales, la mejora de las propiedades del polvo, la impresión multimaterial y el desarrollo de polvos sostenibles y reciclables. Estos avances impulsarán la innovación y ampliarán las posibilidades de la impresión 3D.
5. ¿Cómo contribuye el polvo de fabricación aditiva a la sostenibilidad?
Los polvos de fabricación aditiva contribuyen a la sostenibilidad al permitir un uso más eficiente de los materiales y reducir los residuos. El desarrollo de polvos reciclables y ecológicos mejora aún más el respeto por el medio ambiente del proceso de impresión 3D.
Additional FAQs About Additive Manufacturing Powder
1) Which powder attributes most impact print success across PBF, BJ, and DED?
- Particle size distribution (PSD), morphology/sphericity, flow (Hall/Carney), apparent/tap density, and interstitials (O/N/H). These govern layer uniformity, packing, fusion/sinter kinetics, and final porosity.
2) How should powder reuse be managed without compromising quality?
- Define cycle limits by process (LPBF 5–10; BJ 2–3; DED often single‑pass), sieve between runs, trend PSD/flow/densities and O/N/H, and refresh with virgin powder at agreed thresholds. Maintain lot genealogy.
3) When are water‑atomized powders suitable versus gas/vacuum atomized?
- Water‑atomized: cost‑effective for Binder Jetting and MIM/press‑sinter. Gas/vacuum gas atomized (VGA/EIGA/PREP): preferred for LPBF/EBM due to higher sphericity, lower oxide, better spreadability.
4) What storage/handling practices best preserve additive manufacturing powder quality?
- Keep sealed under dry inert gas (low dew point Ar/N2), use desiccants, minimize thermal cycling and vibration, dedicate tools per alloy family, and prevent cross‑contamination via controlled material flow.
5) What documentation should accompany each powder lot?
- Certificate of Analysis listing chemistry; PSD (D10/D50/D90); flow; apparent/tap density; O/N/H; and for AM grades, image‑based sphericity/satellite % and CT‑measured hollow fraction. Include traceability and test methods (ASTM/ISO).
2025 Industry Trends for Additive Manufacturing Powder
- Transparent CoAs: Routine inclusion of sphericity, satellite %, and CT hollow fractions alongside O/N/H and PSD accelerates qualification.
- Binder jet scale‑up: Bimodal PSD steels and Cu achieving 97–99.5% sintered density; HIP applied only for critical parts.
- Sustainability: Argon recirculation, higher revert content, and regional atomization reduce costs and LCA impacts.
- Materials expansion: Corrosion‑optimized stainless grades, high‑conductivity Cu alloys, and refractory blends broaden applications.
- Smarter atomization: Closed‑loop gas‑to‑metal ratio and melt superheat control reduce satellites, improving flow and density.
2025 Market and Technical Snapshot (Additive Manufacturing Powder)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Gas‑atomized 316L price | $10–$18/kg | −2–5% | Supplier/distributor indices |
| Gas‑atomized 17‑4PH price | $12–$20/kg | −2–5% | PSD/alloy dependent |
| Ti‑6Al‑4V AM‑grade price | $150–$280/kg | −3–7% | Aerospace/medical supply |
| Common PSD cuts (LPBF/BJ/DED) | 15–45 or 20–63 µm / 20–80+ µm / 53–150 µm | Stable | OEM guidance |
| Sphericity (image analysis) | ≥0.93–0.98 | Slightly up | Supplier CoAs |
| Satellite fraction (image) | ≤3–6% | Down | Atomization tuning |
| CT hollow particle fraction | 0.5–1.5% | Down | VGA/EIGA adoption |
| Validated LPBF reuse cycles | 5-10 | Up | O/N/H trending + sieving |
| BJ steel sintered density | 97–99.5% | Up | Bimodal PSD + controlled atmospheres |
Indicative sources:
- ISO/ASTM 52907 (Metal powders), 52908 (Process qualification), 52900‑series: https://www.iso.org | https://www.astm.org
- ASTM B214/B213/B212/B962 (powder tests), MPIF 35 (MIM properties): https://www.astm.org | https://www.mpif.org
- NIST AM Bench and powder metrology: https://www.nist.gov
- ASM Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metal dusts safety): https://www.nfpa.org
Latest Research Cases
Case Study 1: Low‑Oxygen 316L Elevates LPBF Corrosion/Fatigue Performance (2025)
Background: A medical OEM required smoother surfaces and better corrosion resistance for implant‑adjacent tools printed in 316L.
Solution: Adopted vacuum gas‑atomized powder (O 0.04 wt%, sphericity 0.96, PSD 20–63 µm); optimized recoating; electropolish + passivation; HIP only for thick sections.
Results: Non‑HIP density 99.9%; pitting potential +120 mV (ASTM G150) vs. baseline; HCF life +1.6× at R=0.1; Ra reduced from 10.5 to 3.2 µm after finishing.
Case Study 2: Bimodal PSD 17‑4PH Enables Production Binder Jet Gears (2024)
Background: An industrial drivetrain supplier targeted cost reduction without sacrificing strength.
Solution: Engineered bimodal water‑atomized 17‑4PH; solvent debind + H2/N2 sinter; H900‑equivalent aging; selective HIP for safety‑critical SKUs.
Results: Final density 98.8–99.3%; tensile properties met spec; Cp/Cpk +25% on key dimensions; part cost −22% vs. machining; throughput +30%.
Expert Opinions
- Prof. Diran Apelian, Distinguished Professor (emeritus), Metal Processing
Key viewpoint: “Melt cleanliness and stable atomization dynamics set the quality ceiling for additive manufacturing powder—consistency in PSD and morphology beats downstream screening.” - Dr. John Slotwinski, Additive Manufacturing Metrology Expert (former NIST)
Key viewpoint: “Image‑based sphericity/satellite % and CT‑measured hollow fractions on CoAs are leading indicators of PBF defect propensity and should be standard.” - Prof. Todd Palmer, Materials Science, Penn State (AM/steels)
Key viewpoint: “For 17‑4PH and similar PH steels, disciplined heat treatment and tight oxygen/nitrogen control are pivotal to reach target strength and corrosion resistance.”
Note: Viewpoints synthesized from public talks and publications; affiliations are publicly known.
Practical Tools and Resources
- Standards and test methods
- ISO/ASTM 52907, 52908; ASTM B214 (sieve), B213 (flow), B212 (apparent density), B962 (tap density); MPIF 35 (MIM): https://www.iso.org | https://www.astm.org | https://www.mpif.org
- Metrology and safety
- NIST powder characterization; LECO O/N/H analyzers; industrial CT for hollow/satellite quantification: https://www.nist.gov
- NFPA 484 guidance for combustible metal powders: https://www.nfpa.org
- Technical references
- ASM Digital Library (Powder Metallurgy; Additive Manufacturing; Stainless/Titanium/Nickel): https://www.asminternational.org
- Buyer’s QC checklist
- CoA completeness (chemistry, PSD, flow, densities, O/N/H, sphericity, satellites, hollows), lot genealogy/traceability, SPC dashboards, sample builds/sinter coupons, local inventory and refresh policies
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; inserted 2025 market/technical snapshot table with sources; provided two recent case studies; compiled expert viewpoints; curated practical tools/resources for Additive Manufacturing Powder
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM/MPIF standards change, major OEMs update AM powder specs, or new NIST/ASM datasets link morphology/interstitials to defect rates and fatigue/corrosion performance