Visión general de Polvo de metal de impresión 3D
La impresión 3D de polvo metálico, también conocida como fabricación aditiva metálica (AM), es una tecnología transformadora que permite crear piezas metálicas complejas directamente a partir de diseños digitales. A diferencia de la fabricación sustractiva tradicional, que corta el material, la impresión 3D construye las piezas capa a capa utilizando polvo metálico como materia prima.
Algunas de las principales características del polvo metálico para impresión 3D son:
| Tecnología | Descripción |
|---|---|
| Cama de polvo Fusion | Un láser o un haz de electrones fusiona regiones de un lecho de polvo para crear piezas capa a capa. |
| Deposición de energía dirigida | Una fuente de calor focalizada funde el polvo metálico o el alambre a medida que se deposita para construir piezas. |
| Chorro aglomerante | Un agente adhesivo líquido une selectivamente las partículas de polvo metálico de cada capa |
En comparación con la fabricación tradicional, la impresión 3D de metal permite:
- Más libertad de diseño para formas complejas y orgánicas
- Piezas personalizadas bajo demanda sin herramientas especializadas
- Reducción de residuos por métodos sustractivos
- Conjuntos consolidados impresos como una sola pieza
- Menor peso gracias a la optimización de la topología
A medida que la tecnología madura, la impresión metálica en 3D está pasando de la creación de prototipos a la producción en sectores como el aeroespacial, la automoción, la medicina y la energía.

Aplicaciones de Polvo de metal de impresión 3D
La impresión 3D con polvo metálico tiene diversas aplicaciones en distintos sectores. Algunos de los principales usos son:
| Industria | Aplicaciones |
|---|---|
| Aeroespacial | Piezas de motor, componentes de fuselaje, turbomaquinaria |
| Automotor | Componentes aligerados, herramientas personalizadas, piezas de alto rendimiento |
| Médico | Cofias dentales, implantes, instrumental quirúrgico |
| Industrial | Piezas de producción de uso final, refrigeración conforme, utillaje |
La tecnología es ideal para la producción de bajo volumen de piezas metálicas complejas de alto valor con geometrías personalizadas. Entre las principales ventajas sobre la fabricación tradicional se incluyen:
- Consolidación de piezas: muchos componentes ensamblados pueden imprimirse como una pieza consolidada.
- Personalización masiva: se pueden fabricar piezas metálicas personalizadas a medida
- Creación rápida de prototipos: los diseños pueden repetirse y validarse rápidamente.
- Reducción de residuos: sólo se utiliza el polvo metálico necesario para cada pieza
- Aligeramiento - Las geometrías orgánicas con celosías y paredes finas reducen el peso
A medida que mejoran la calidad y la repetibilidad de las piezas metálicas impresas, la impresión 3D está pasando de la creación de prototipos a las aplicaciones de producción de uso final.
Polvos metálicos para impresión 3D
Se puede utilizar una amplia gama de metales para la impresión 3D por fusión de lecho de polvo y deposición de energía dirigida. Las aleaciones más comunes son:
| Aleación | Caracteristicas | Aplicaciones |
|---|---|---|
| Acero inoxidable | Resistencia a la corrosión, alta resistencia | Aeroespacial, automoción, industrial |
| Aluminio | Ligero, resistente, mecanizable | Aeroespacial, automoción |
| Titanio | Biocompatible, alta relación resistencia-peso | Aeroespacial, médica |
| Cromo cobalto | Resistencia al desgaste, biocompatibilidad | Médico, dental |
| Aleaciones de níquel | Resistencia al calor, resistencia a la corrosión | Aeroespacial, energía |
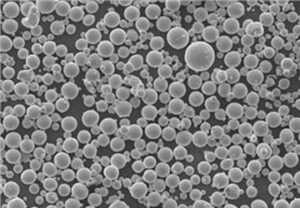
El polvo tiene forma esférica y un diámetro de entre 10 y 100 micras. Las principales características del polvo son:
- Distribución granulométrica - Afecta a la densidad de empaquetamiento, al acabado superficial
- Morfología - Las partículas esféricas con superficies lisas se fusionan mejor
- Fluidez - Garantiza la uniformidad de las capas y el suministro de material
- Densidad aparente - Una mayor densidad mejora las propiedades mecánicas
- Reutilización: el polvo puede recogerse y reutilizarse para reducir los costes de material.
La mayoría de los metales requieren un entorno de impresión inerte para evitar la oxidación. La cámara de impresión se inunda con gas argón o nitrógeno durante la impresión.
Especificaciones de la impresora 3D de metal
Las impresoras 3D para polvo metálico son sistemas industriales diseñados para funcionar las 24 horas del día, los 7 días de la semana. Las especificaciones típicas incluyen:
| Parámetro | Alcance típico |
|---|---|
| Construir volumen | 100-500 mm x 100-500 mm x 100-500 mm |
| Grosor de la capa | 20-100 micras |
| Potencia del láser | 100-500 W |
| Velocidad de exploración | Hasta 10 m/s |
| Diámetro del haz | 50-100 micras |
| Gas inerte | Argón, nitrógeno |
| Manipulación del polvo | Sistemas de reciclado de circuito cerrado |
Es posible que se necesiten otros accesorios, como sistemas de recuperación de polvo y equipos de posprocesamiento, para completar el flujo de trabajo. Los requisitos del sistema varían en función de las aleaciones metálicas impresas y las aplicaciones de uso final.
Normas y diseño de impresión 3D en metal
Para garantizar la alta calidad de las piezas impresas, la impresión 3D en metal tiene varias normas de diseño clave:
| Estándar | Descripción |
|---|---|
| Formato de archivo STL | Formato de archivo estándar para representar geometrías de modelos 3D |
| Espesor de pared | Espesor mínimo de pared de ~0,3-0,5 mm para evitar fallos |
| Ángulos soportados | Los voladizos deben soportar ángulos de más de 30-45°. |
| Agujeros de escape | Necesario para eliminar el exceso de polvo de los canales internos |
| Acabado superficial | La superficie impresa es rugosa, el tratamiento posterior mejora el acabado |
Los diseñadores deben tener en cuenta factores como las tensiones residuales, las propiedades anisotrópicas de los materiales y la eliminación del polvo para crear piezas impresas en metal con éxito. El software de simulación ayuda a validar digitalmente los diseños antes de imprimirlos.
Proveedores de sistemas de impresión 3D en metal
Entre los principales proveedores de equipos industriales de impresión 3D en metal se encuentran:
| Compañía | Modelos | Coste |
|---|---|---|
| EOS | FORMIGA, serie EOS M | $100,000 – $1,000,000+ |
| Sistemas 3D | Series ProX, DMP | $100,000 – $1,000,000+ |
| Aditivos GE | Concept Laser M2, Línea X | $400,000 – $1,500,000+ |
| Trumpf | TruPrint series 1000, 5000, 7000 | $500,000 – $1,500,000+ |
| Soluciones SLM | SLM 500, SLM 800 | $400,000 – $1,500,000+ |
Los sistemas van desde pequeñas impresoras de metal para principiantes hasta máquinas industriales de gran formato. Los costes varían en función del volumen de producción, los materiales y la productividad. Los gastos adicionales incluyen la instalación, la formación, los contratos de mantenimiento y los materiales en polvo.
Elegir un proveedor de impresión 3D sobre metal
A la hora de seleccionar un sistema industrial de impresión 3D en metal, los factores clave que deben tenerse en cuenta son:
| Factor | Descripción |
|---|---|
| Construir volumen | Adaptación a las dimensiones previstas de las piezas y a las estructuras de soporte |
| Materiales | Gama de metales y aleaciones compatibles |
| Productividad | Índice de construcción, utilización, coste total de las operaciones |
| Manipulación del polvo | Capacidad de reciclaje en circuito cerrado |
| Software | Funciones de apoyo, simulación y optimización |
| Tratamiento posterior | Eliminación automatizada frente a manual de soportes, acabado de superficies |
| Formación | Apoyo a la instalación, formación de operadores, procedimientos de mantenimiento |
| Servicio | Contratos de mantenimiento, tiempo de respuesta, fiabilidad |
Las pruebas piloto, las visitas a las instalaciones y las referencias de clientes ayudan a validar el rendimiento de la impresora para las aplicaciones previstas. Los modelos de coste total de propiedad tienen en cuenta todos los gastos a lo largo de la vida útil del sistema.
La impresión 3D sobre metal comparada con la fabricación tradicional
La impresión 3D de piezas metálicas tiene ventajas y limitaciones en comparación con los procesos de fabricación convencionales, como el mecanizado CNC, la fundición y el moldeo por inyección de metales:
| Impresión 3D en metal | Fabricación tradicional | |
|---|---|---|
| Coste por pieza | Alto con volúmenes bajos, disminuye con volúmenes más altos | Menor en volúmenes elevados, costes iniciales de utillaje elevados |
| Parte complejidad | Sin costes añadidos para geometrías complejas | Mayores costes para programas CNC o moldes complejos |
| Tasa de construcción | Más lento, depende del tamaño de la pieza y de la impresora | Tasas de construcción normalmente más rápidas |
| Materiales | Opciones de material limitadas, propiedades isotrópicas | Mayor selección de materiales, a menudo anisótropos |
| Tratamiento posterior | A menudo es necesario retirar soportes, mecanizar y acabar | Puede requerir algunos pasos de acabado |
| Escalabilidad | Los volúmenes de construcción más pequeños limitan el escalado | Producción en serie sin limitaciones de volumen |
| Libertad de diseño | Complejidad geométrica ilimitada | Restricciones de diseño basadas en las limitaciones del proceso |
El escenario de producción ideal suele utilizar tanto la impresión 3D como la fabricación tradicional de forma sinérgica en función de los requisitos de la aplicación.
Métodos de postprocesado para piezas impresas en metal
Tras la impresión, las piezas metálicas en 3D suelen requerir un tratamiento posterior para conseguir el acabado y las tolerancias deseados:
| Método | Descripción |
|---|---|
| Eliminación de soportes | Disolución química o eliminación mecánica de las estructuras de soporte |
| Alivio del estrés | Tratamiento térmico para aliviar las tensiones residuales de la impresión |
| Prensado isostático en caliente | Aplica calor y presión para densificar las piezas |
| Acabado de superficies | Mecanizado, esmerilado, pulido, granallado para mejorar el acabado superficial |
| Revestimiento | Galvanoplastia para proteger contra la corrosión o mejorar la resistencia al desgaste |
Los sistemas automatizados de retirada de soportes, mecanizado CNC y acabado de superficies adaptados a las piezas metálicas impresas en 3D ayudan a agilizar el posprocesamiento. Estos pasos son esenciales para cumplir los requisitos de las aplicaciones de piezas finales.

Funcionamiento y mantenimiento de una impresora 3D metálica
Para mantener una producción robusta con la fabricación aditiva de metales, es crucial un funcionamiento adecuado y un mantenimiento preventivo:
| Actividad | Descripción |
|---|---|
| Carga de polvo | Medir y rellenar cuidadosamente los polvorines utilizando EPI |
| Placa de nivelación | Asegúrese de que la placa de impresión esté nivelada antes de imprimir para obtener capas uniformes. |
| Control de impresiones | Comprobación de errores como salpicaduras de pólvora, piezas humeantes o deformadas |
| Optimización de parámetros | Ajusta parámetros como la potencia del láser, la velocidad o la separación entre escotillas para obtener una mayor densidad. |
| Cambio de filtros | Sustituya los filtros de gas y partículas según los intervalos de uso |
| Limpieza y pruebas | Limpiar periódicamente el polvo y los residuos, comprobar la medición de la potencia del láser |
| Sustitución de piezas desgastadas | Cambie las escobillas, los limpiaparabrisas y las juntas cuando estén desgastados. |
La formación del personal y los contratos de mantenimiento preventivo ayudan a maximizar el tiempo de funcionamiento y la utilización de las impresoras para aplicaciones de producción.
Preguntas más frecuentes
| Pregunta | Respuesta |
|---|---|
| ¿Cuál es la precisión de la impresión 3D en metal? | La precisión dimensional se sitúa en torno a ±0,1-0,2% con una precisión de ±50 micras en las características. El posprocesamiento mejora aún más la tolerancia. |
| ¿Qué acabado superficial se puede conseguir? | La superficie impresa es bastante rugosa, de 5 a 15 micras Ra. El mecanizado y el pulido pueden lograr un acabado de menos de 1 micra Ra. |
| ¿Qué metales se pueden imprimir en 3D? | Las aleaciones más comunes son el acero inoxidable, el aluminio, el titanio, las aleaciones de níquel y el cobalto-cromo. Continuamente se introducen nuevas aleaciones. |
| ¿Hasta qué punto son porosas las piezas metálicas impresas? | La densidad alcanza más de 99% para la mayoría de los metales con los parámetros adecuados. El prensado isostático en caliente densifica aún más las piezas. |
| ¿Qué estructuras de apoyo se necesitan? | Las celosías de soporte se imprimen donde es necesario y se retiran tras la impresión. El diseño estratégico minimiza su uso. |
| ¿Qué tratamiento posterior es necesario? | La eliminación de soportes, el alivio de tensiones, el acabado superficial y la inspección suelen ser pasos necesarios. |
conocer más procesos de impresión 3D
Additional FAQs on 3D Printing Metal Powder
1) How do I select the right metal powder for my application?
Match alloy to service needs: stainless steel for corrosion/strength, aluminum for lightweight thermal parts, titanium for high strength-to-weight and biocompatibility, nickel alloys for heat/corrosion, and CoCr for wear/medical. Then refine by particle size distribution (PSD), sphericity, and interstitial limits required by your process.
2) What powder specifications matter most for LPBF quality?
Spherical morphology, PSD D10–D90 ≈ 15–45 μm (material dependent), low O/N/H, high flowability (Hall/Carney), consistent apparent/tap density, and minimal satellites/contamination. Conform to ISO/ASTM 52907 where possible.
3) How many reuse cycles are safe for 3D printing metal powder?
It’s application- and alloy-dependent. Establish a reuse plan with blend-back ratios (e.g., 20–50% recycled), sieving after each build, O/N/H checks, PSD monitoring, and mechanical coupon verification. Retire powder when specs drift or defect rates rise.
4) What are typical as-printed tolerances and surface finishes?
LPBF often achieves ±0.1–0.3 mm plus ±0.1% of feature size; as-built Ra ~6–20 μm. Post-processing (machining, blasting, electropolish) can reach Ra <0.8 μm and tighter tolerances.
5) How do in-situ monitoring tools help production?
Coaxial cameras and melt pool sensors detect lack-of-fusion, spatter, or contour defects in real time. Correlating these signals to CT and mechanical outcomes supports part acceptance, reducing inspection burden on stable geometries.
2025 Industry Trends in 3D Printing Metal Powder
- Multi-laser LPBF normalization: 8–12 laser platforms and smarter tiling improve throughput 20–40% across steels, Ti, and Ni alloys.
- Copper- and aluminum-ready systems: Blue/green lasers and scan strategies expand use of high-reflectivity metals for electronics cooling and e-mobility.
- Binder jetting maturity: Sinter/HIP playbooks deliver 95–99% density in steels, Inconel, and copper for larger, cost-sensitive parts.
- Powder governance: Material passports track powder genealogy; inline O2/moisture monitoring and automated sieving standardize quality.
- Sustainability: Higher recycled content, argon recirculation, and EPDs gain traction in aerospace/medical supply chains.
| 2025 Metric (Metal AM) | Typical Range/Value | Why it matters | Fuente |
|---|---|---|---|
| LPBF relative density (common alloys; with HIP) | 99.5–99.9% | Aerospace/medical-grade integrity | Peer-reviewed AM studies; OEM notes |
| Build rate (12‑laser LPBF, 40 μm layers) | 35–70 cm³/h per system | Cost per part reduction | OEM application notes |
| Binder‑jetted final density (steel/Ni/Cu after sinter/HIP) | 95–99% | Larger parts at lower cost | Vendor case data |
| Typical LPBF PSD | D10–D90 ≈ 15–45 μm | Stable recoating and melt pool | ISO/ASTM 52907 |
| Powder oxygen spec (Ti-64 ELI) | ≤0.13 wt% O | Ductility/biocompatibility | ASTM F136/F3001 |
| Indicative AM‑grade powder price | ~$20–$500/kg (alloy/route dependent) | Budgeting and sourcing | Market trackers/suppliers |
Authoritative references and further reading:
- ISO/ASTM 52907 (AM feedstock), 52910 (DFAM), 52931 (LPBF metals): https://www.astm.org and https://www.iso.org
- NIST AM Bench and datasets: https://www.nist.gov
- ASM Handbook (Powder Metallurgy; Materials Systems): https://www.asminternational.org
- NFPA 484 (combustible metals safety): https://www.nfpa.org
Latest Research Cases
Case Study 1: Multi‑Laser LPBF Lattice Heat Exchanger in Stainless Steel (2025)
Background: An industrial OEM needed a compact, corrosion‑resistant heat exchanger with reduced build time.
Solution: Printed 316L on a 12‑laser LPBF system with coordinated tiling, in‑situ melt pool monitoring, and automated sieving/powder genealogy. Post‑HIP and surface passivation.
Results: 27% cycle time reduction, >99.8% density post‑HIP, pressure drop lowered 15% vs. baseline, and a 35% reduction in CT inspection volume after correlation study.
Case Study 2: Binder‑Jetted Copper EMI Shielding Enclosures (2024)
Background: An avionics supplier required high‑conductivity enclosures with lower cost than LPBF.
Solution: Binder jetting spherical copper powder (fine PSD), hydrogen sinter and selective HIP; nickel flash on contact pads.
Results: 97–98% density, shielding effectiveness improved by 9–12 dB (10 MHz–1 GHz) vs. machined aluminum, and 30% lead‑time reduction.
Expert Opinions
- Prof. John Hart, Professor of Mechanical Engineering, MIT
Key viewpoint: “In‑situ sensing combined with material passports is enabling statistically defensible acceptance for serial metal AM.” - Dr. Laura Schmidt, Head of Additive Manufacturing, Fraunhofer IAPT
Key viewpoint: “Process windows for copper and nickel superalloys have widened with wavelength‑optimized lasers and advanced scan strategies, broadening production applications.” - Dr. Brent Stucker, AM standards contributor and industry executive
Key viewpoint: “Hybrid workflows—AM preforms plus HIP/forging—deliver wrought‑like properties while preserving AM’s design freedom.”
Citations for expert profiles:
- MIT: https://meche.mit.edu
- Fraunhofer IAPT: https://www.iapt.fraunhofer.de
- ASTM AM Center of Excellence: https://amcoe.org
Practical Tools and Resources
- Standards and safety
- ISO/ASTM 52907, 52910, 52931; NFPA 484
- Powder characterization and QC
- LECO O/N/H analyzers: https://www.leco.com
- Laser diffraction PSD (e.g., Malvern), SEM imaging at accredited labs
- CT scanning best practices (ASTM E1441)
- Design and simulation
- Ansys Additive/Mechanical; Simufact Additive; nTopology for lattices/conformal cooling
- Market and data
- Senvol Database (machines/materials): https://senvol.com/database
- USGS Mineral Commodity Summaries: https://pubs.usgs.gov/periodicals/mcs
- NIST AM Bench datasets: https://www.nist.gov
Last updated: 2025-08-21
Changelog: Added 5 targeted FAQs, a 2025 trends table with metrics and sources, two recent case studies, expert viewpoints with credible affiliations, and a curated tools/resources list for 3D Printing Metal Powder.
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM standards update, major OEMs release new multi‑laser parameter sets or copper-capable platforms, or powder pricing/availability shifts >10% QoQ.