مقدمة
تكنولوجيا ترذيذ المعادن هي عملية يتم فيها تحويل المعدن من شكل سائل إلى شكل مسحوق عن طريق تفتيت المعدن المنصهر إلى قطرات دقيقة جدًا باستخدام الغاز أو الماء. تتصلب القطرات بسرعة إلى جسيمات مسحوق في نطاق حجم 5 –؛ 500 ميكرومتر. وقد مكّنت تقنية الانحلال من إنتاج مساحيق معدنية ذات توزيع دقيق لحجم الجسيمات وتكوينها ومورفولوجيتها. وتجد مساحيق المعادن تطبيقات في تصنيع المكونات باستخدام تعدين المساحيق والرش الحراري وتصنيع الإضافات المعدنية وما إلى ذلك. تقدم هذه المقالة لمحة عامة عن الطرق المختلفة للتذرية وخصائص المساحيق المتذررة وتطبيقاتها في مختلف الصناعات.
طرق تكنولوجيا ترذيذ المعادن
هناك تقنيتان رئيسيتان لتذرية المعادن:
ترذيذ الغاز
في عملية الانحلال الغازي، يتم تفتيت تيار المعدن المنصهر بواسطة نفاثات عالية السرعة من الغاز، وعادةً ما تكون نيتروجين أو أرجون. يتكون جهاز الانحلال الغازي من نظام توصيل الذوبان وغرفة الانحلال ونظام تجميع المسحوق. نظام توصيل الذوبان عبارة عن حوض أو بوتقة مع فوهة في الأسفل يتدفق من خلالها المعدن المنصهر. عند الخروج من الفوهة، يتأثر تيار المعدن بنفاثات غاز عالية الضغط مرتبة شعاعيًا أو موازية لتيار الذوبان. تعمل نفاثات الغاز على تفتيت الذوبان إلى قطرات دقيقة تتصلب بسرعة أثناء تحركها إلى غرفة التجميع.
فيما يلي المزايا الرئيسية لتذرية الغاز:
- يمكن إنتاج مساحيق دقيقة بمتوسط حجم يصل إلى 20 ميكرومتر. توزيع حجم الجسيمات ضيق.
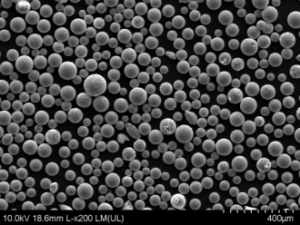
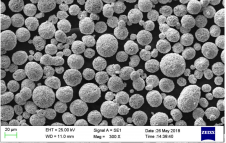
- المساحيق المرذرة بالغاز لها مورفولوجيا جسيمات مستديرة مثالية لتطبيقات التلبيد.
- يمكن ترذيذ المعادن التفاعلية مثل التيتانيوم والألومنيوم حيث تتم العملية في جو خامل.
- تسمح نفاثات الغاز المتعددة بإنتاج كميات كبيرة من المساحيق بشكل مستمر.
ومع ذلك، يتطلب ترذيذ الغاز استثمارًا رأسماليًا مرتفعًا وتكاليف تشغيل عالية بسبب الاستهلاك الكبير للغاز.
ترذيذ الماء
في عملية الانحلال المائي، يتفكك تيار المعدن المنصهر الخارج من الفوهة بواسطة نفاثات الماء القادمة من أعلى أو من الجوانب. لا تتطلب عملية الانحلال المائي غازًا خاملًا وهي عملية أبسط. ولكن نطاق حجم الجسيمات هو 100 –؛ 500 ميكرومتر وجزيئات المسحوق لها مورفولوجيا غير منتظمة. التطبيقات الرئيسية هي في طلاء مسحوق المكونات المعدنية.
تجد المساحيق المرذذة بالماء تطبيقات محدودة في تعدين المساحيق نظرًا لعدم إمكانية استخدام المساحيق الدقيقة. ومع ذلك، فإن الانحلال المائي اقتصادي مقارنة بالانحلال الغازي.

خصائص المساحيق المرذرة
تعتمد خواص المساحيق المعدنية المرذرة على تركيبة السبيكة المعدنية وكذلك معلمات عملية الانحلال. ومن خلال تحسين بارامترات العملية، يمكن إنتاج مساحيق ذات خصائص مرغوبة.
حجم الجسيمات وشكلها
- المساحيق المرذاذة بالغاز لها حجم جسيمات أصغر من 5 –؛ 150 ميكرومتر مقارنة بالمساحيق المرذذة بالماء (100 –؛ 500 ميكرومتر).
- الجسيمات المرذرة بالماء لها أشكال غير منتظمة بينما المساحيق المرذرة بالغاز لها شكل كروي أكثر.
- يعد توزيع حجم الجسيمات معلمة مهمة. ويفضل التوزيع الضيق للتطبيقات مثل تصنيع الإضافات المعدنية.
النقاء
- يؤدي الانحلال الغازي الذي يتم في جو متحكم فيه إلى الاحتفاظ بكيمياء السبيكة في المسحوق.
- يمكن أن تحتوي المساحيق المرذاذة بالماء على تلوث من امتصاص الأكسجين.
- المساحيق الدقيقة لها مساحة سطح كبيرة ويمكن أن تتأكسد بسهولة عند التعامل معها في الهواء. تستخدم معالجات التخميل لمنع الأكسدة.
الكثافة
- ينتج عن التصلب السريع أثناء الانحلال بنية مجهرية مصقولة. جسيمات المسحوق ذات مسامية منخفضة.
- تتميز المساحيق المرذرة بالغاز بكثافة أعلى من المساحيق المرذرة بالماء.
- تعمل المسامية المغلقة في المساحيق المرذاذة على تحسين قابلية الانضغاط أثناء الضغط.
قابلية التدفق
- يؤدي شكل الجسيمات غير المنتظم والتوزيع الواسع للحجم إلى ضعف التدفق في المساحيق المرذذة بالماء.
- تتميز المساحيق الكروية الدقيقة المنتجة عن طريق الانحلال الغازي بقابلية تدفق جيدة.
التكلفة
- المساحيق المرذرة بالغاز أغلى 10 أضعاف المساحيق المرذرة بالماء.
- وتعتمد التكلفة على التركيبة، أي أن السبائك التفاعلية مثل التيتانيوم أكثر تكلفة.
- كلما كان المسحوق أدق، ارتفعت التكلفة. تزداد التكلفة أضعافًا مضاعفة بالنسبة للمساحيق الناعمة جدًا.
تطبيقات المساحيق المعدنية المرذرة
مكنت الخصائص الفريدة للمساحيق المرذرة من استخدامها في الصناعات التحويلية.
تعدين المساحيق
يتم ضغط المساحيق المتذررة وتلبيدها لإنتاج مكونات دقيقة مثل المحامل والتروس والمغناطيس وغيرها. المتطلبات المهمة هي:
- شكل كروي وتوزيع ضيق الحجم للحصول على كثافة عالية وضغط موحد
- مساحيق دقيقة (<100 ميكرومتر) لكثافة متكلسة أكبر
- محتوى منخفض من الأكسجين لتقليل المسامية بعد التلبيد
تصنيع المضافات المعدنية
تُعرف أيضًا باسم الطباعة ثلاثية الأبعاد، وهي واحدة من أسرع التطبيقات نموًا للمساحيق المرذرة. متطلبات المواد الرئيسية:
- شكل المسحوق الكروي لقابلية تدفق جيدة
- يتراوح حجم الجسيمات بين 15-45 ميكرومتر للدقة والتشطيب السطحي
- توزيع ضيق الحجم لترسيب الطبقات وكثافتها بشكل موحد
- محتوى منخفض الأكسجين لخصائص ميكانيكية فائقة
تُعد سبائك التيتانيوم والنيكل الفائقة من السبائك الفائقة الشائعة الاستخدام.
طلاءات الرش الحراري
في عمليات الرش الحراري مثل رذاذ البلازما ورذاذ اللهب وما إلى ذلك، يتم تسخين المساحيق المرذّبة لتذوب ويتم رشها على سطح المكوّن. توفر الطلاءات مقاومة للتآكل والتآكل. خصائص المسحوق:
- نطاق حجم الجسيمات المناسب لتقنية الرش (10 –؛ 100 ميكرومتر)
- محتوى منخفض من الأكسجين لزيادة كثافة الطلاء وقوة الترابط
- التكلفة أمر بالغ الأهمية، لذا فإن المساحيق المرذاذة بالماء شائعة الاستخدام
قولبة حقن المعادن (MIM)
يجمع MIM بين مزايا قولبة حقن البلاستيك ومسحوق المعادن لإنتاج أجزاء معدنية صغيرة ومعقدة. يتضمن تحضير المواد الأولية خلط المسحوق المعدني الناعم مع المادة الرابطة. المتطلبات:
- حجم الجسيمات أقل من 20 ميكرومتر للخلط المتجانس مع المادة الرابطة
- شكل كروي لتحسين التدفق أثناء التشكيل
- توزيع الحجم الضيق
التقدم في تكنولوجيا الانحلال
أدت الأبحاث المستمرة إلى تطوير تقنيات الانحلال لإنتاج مساحيق ذات خصائص مخصصة وسبائك جديدة. وفيما يلي بعض الاتجاهات الرئيسية:
- تكوينات متعددة لفوهات الغاز لإنتاج مساحيق ذات رذاذ أدق
- استخدام الترذيذ المتقارب للسبائك التفاعلية مثل التيتانيوم والألومنيوم
- الانحلال الهجين الذي يجمع بين الانحلال الغازي والمائي
- أكسدة محكومة أثناء الانحلال المائي للحصول على خصائص مسحوق أفضل
- الانحلال باستخدام الانحلال بالطرد المركزي، تقنيات الانحلال بالموجات فوق الصوتية
- المحاكاة الحاسوبية لتصلب القطرات لتحسين عملية الانحلال
كما أدى تطوير سبائك جديدة خفيفة الوزن وعالية القوة إلى توسيع مجالات استخدام المساحيق المرذرة.

خاتمة
تنتج تقنية ترذيذ المعادن مساحيق معدنية دقيقة ودقيقة الشكل ومناسبة لعمليات التصنيع المتقدمة القائمة على المسحوق. وبفضل القدرة على التحكم في خصائص المسحوق، تجد المساحيق المرذرة تطبيقات متزايدة في المكونات عالية الأداء في قطاعات السيارات والفضاء والطب الحيوي وغيرها من الصناعات. وستتيح التطورات المستمرة إمكانية تصنيع مواد مصممة خصيصًا باستخدام المساحيق المرذرة.
أسئلة وأجوبة
ما هي الطرق المختلفة المستخدمة في ترذيذ المعادن؟
والطريقتان الرئيسيتان هما الانحلال الغازي والانحلال المائي. في الانحلال الغازي، يتفكك المعدن المنصهر إلى قطرات دقيقة بواسطة نفاثات عالية السرعة من الغاز الخامل مثل النيتروجين أو الأرجون. في الانحلال المائي، تؤثر نفاثات الماء على تيار المعدن المنصهر الخارج من طرف الفوهة.
ما نوع المعادن التي يمكن ترذيذها؟
يمكن ترذيذ معظم السبائك التي تعتمد على الألومنيوم والنحاس والحديد والنيكل وغيرها بسهولة. كما يمكن أيضًا ترذيذ السبائك التفاعلية مثل التيتانيوم والمغنيسيوم باستخدام الغلاف الجوي المتحكم فيه في وحدات الانحلال الغازي. ومن الأمثلة على ذلك سبائك الألومنيوم والفولاذ المقاوم للصدأ وسبائك النيكل الفائقة وسبائك التيتانيوم.
ما هي التطبيقات الرئيسية لمساحيق المعادن المرذرة؟
تتمثل التطبيقات المهمة في تصنيع أجزاء تعدين المساحيق، وتصنيع الإضافات المعدنية باستخدام الطباعة ثلاثية الأبعاد، والطلاء بالرش الحراري، وصب حقن المعادن للمكونات الدقيقة الصغيرة، وتشكيل المسحوق، وإنتاج الرقائق المعدنية والمعاجين وما إلى ذلك.
كيف ينتج الانحلال الغازي مساحيق أدق مقارنة بالانحلال المائي؟
في الانحلال الغازي، تتمتع نفاثات الغاز عالية السرعة بزخم كافٍ لتفتيت التيار المعدني إلى قطرات دقيقة للغاية تبلغ حوالي 5-50 ميكرون. كما أن معدل التبريد السريع في الانحلال الغازي يتيح التفكك الأسهل إلى قطرات أدق. في الانحلال المائي، تكون السرعات النفاثة المائية أقل، مما ينتج عنه مسحوق أكثر خشونة من 100 ميكرون وما فوق.
ما هو الفرق في التكلفة النموذجية بين المساحيق المرذرة بالغاز والماء؟
المساحيق المرذاذة بالغاز أغلى بحوالي 10 أضعاف من المساحيق المرذاذة بالماء. ويرجع ذلك إلى أن الانحلال الغازي يتطلب استثمارًا رأسماليًا مرتفعًا جدًا في المعدات وتكاليف تشغيل عالية بسبب استهلاك الغاز. وبالمقارنة فإن وحدات الانحلال المائي غير مكلفة في التركيب والتشغيل.
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
Frequently Asked Questions (FAQ)
1) Which atomization route should I choose for additive manufacturing versus MIM?
- Additive manufacturing (LPBF/EBM/DED) typically benefits from gas atomization due to spherical morphology and tight PSD (e.g., 15–45 μm). MIM and binder jetting can use gas- or water-atomized powders; water-atomized grades may require post-spheroidization and tighter classification to improve flow and sinterability.
2) How do gas type and dew point affect powder quality in metal atomization technology?
- Inert gases (argon, nitrogen) with low dew point (≤ −40°C, often ≤ −60°C for Ti/Ni) lower oxygen/nitrogen pickup. Nitrogen is avoided for Ti and some Ni alloys to prevent nitrides; it is acceptable for many steels.
3) What is the Gas-to-Metal Ratio (GMR) and why does it matter?
- GMR is kg of atomizing gas per kg of molten metal. Higher GMR generally yields finer PSD and fewer satellites but increases utility cost. Optimizing nozzle design and melt superheat can reduce GMR at constant PSD.
4) Can water atomization produce powders suitable for high-end AM applications?
- Directly, water-atomized powders are irregular and higher in oxides. However, combining water atomization with post-spheroidization, deoxidation, and strict sieving can qualify certain alloys for binder jetting and some thermal spray uses.
5) What certifications and tests should accompany atomized powders?
- ISO/ASTM 52907 characterization; chemistry including O/N/H (ASTM E1019/E1409/E1447), PSD (D10/D50/D90), flow (ASTM B213/B964), apparent/tap density (ASTM B212/B527), microcleanliness/inclusions, and if applicable, bioburden for medical and explosion safety documentation (ATEX/DSEAR).
2025 Industry Trends: Metal Atomization Technology
- Helium minimization strategies: Argon–helium blends and nozzle redesigns achieve finer PSDs while cutting He consumption by 30–50%.
- Digital material passports: Lot-level traceability (PSD, O/N/H, flow, storage humidity, reuse counts) speeds multi-site qualification and cost audits.
- Energy recovery and gas recirculation: Argon recirculation and heat integration reduce utilities by 15–35% and stabilize powder pricing.
- Spheroidization add-ons: Inline plasma/induction spheroidizers convert water-atomized feedstock into AM-ready grades for binder jetting at lower cost.
- ESG reporting maturity: More suppliers provide CO2e per kg powder, water usage, and REACH/RoHS compliance as part of COA packages.
2025 KPI Snapshot (indicative industry ranges)
| متري | 2023 Typical | 2025 Typical | Notes/Sources |
|---|---|---|---|
| GMR (kg gas/kg metal, GA) | 0.8–2.0 | 0.6–1.6 | Improved close-coupled nozzles |
| D50 for LPBF cuts (μm) | 28–38 | 25–34 | Better melt stream stability |
| Sphericity (AM-grade) | 0.92–0.95 | 0.94–0.97 | Satellite reduction |
| Oxygen in 316L (wt%) | 0.06–0.10 | 0.04–0.08 | Lower dew point handling |
| Oxygen in Ti‑6Al‑4V (wt%) | 0.12–0.18 | 0.08–0.15 | Enhanced inert melt path |
| Argon consumption reduction | — | 15–35% | Recirculation/recovery |
| Qualification lead-time reduction | — | 20–35% | Digital passports + standard artifacts |
References: ISO/ASTM 52907; ASTM B212/B213/B703; ASTM E1019/E1409/E1447; NIST AM‑Bench; OEM/supplier technical notes and sustainability reports
أحدث دراسات الحالة البحثية
Case Study 1: Helium-Sparing Close-Coupled Gas Atomization for Ni Superalloys (2025)
Background: A powder producer faced rising helium costs while needing finer PSD for LPBF IN718.
Solution: Redesigned close-coupled nozzle, optimized melt superheat, and implemented argon–helium blend with real-time dew point control.
Results: D50 improved from 33 μm to 27 μm; satellite count −35%; helium usage −47%; oxygen reduced from 0.055 wt% to 0.042 wt%; LPBF build density increased from 99.5% to 99.8% (as-built).
Case Study 2: Water-Atomized Steel Upgraded via Inline Plasma Spheroidization for Binder Jetting (2024)
Background: A tooling manufacturer sought lower-cost BJ 17‑4PH powder without sacrificing sintered properties.
Solution: Qualified water-atomized feed with inline plasma spheroidization and tight PSD classification; added low-humidity storage and post-sieve QA per ISO/ASTM 52907.
Results: Powder cost −24% vs gas-atomized; Hall flow improved by 12%; sintered density 7.6–7.7 g/cm³ with dimensional variability −20%; scrap rate −18% across three plants.
آراء الخبراء
- Dr. John Slotwinski, Materials Research Engineer, NIST
Key viewpoint: “Material passports that connect atomization parameters to powder KPIs and CT/mechanical results are reducing requalification cycles across sites.” https://www.nist.gov/ - Prof. Ian Gibson, Professor of Additive Manufacturing, University of Twente
Key viewpoint: “Close-coupled designs and gas recirculation make gas atomization more competitive while maintaining AM-critical sphericity and PSD.” - Dr. Anushree Chatterjee, Director, ASTM International AM Center of Excellence
Key viewpoint: “Alignment to ISO/ASTM 52907 and consistent COA reporting is central to scaling atomized powders into regulated, serial production.” https://amcoe.astm.org/
Practical Tools/Resources
- ISO/ASTM 52907: Metal powder feedstock characterization
https://www.iso.org/standard/78974.html - ASTM standards: B212/B213/B703 (density/flow), B527 (tap density), E1019/E1409/E1447 (O/N/H analysis)
https://www.astm.org/ - NIST AM‑Bench: Open datasets for correlating powder properties to part performance
https://www.nist.gov/ambench - Senvol Database: Machine–material relationships for AM powder selection
https://senvol.com/database - HSE ATEX/DSEAR: Safe handling of combustible metal powders and dust explosion compliance
https://www.hse.gov.uk/fireandexplosion/atex.htm - OEM/supplier technical notes (e.g., Sandvik Osprey, AP&C, TLS Technik, EOS, SLM Solutions, Renishaw) on atomization parameters and AM qualification
آخر تحديث: 2025-08-27
سجل التغييرات: Added five FAQs, a 2025 KPI/trend table specific to metal atomization technology, two recent case studies (helium-sparing GA; spheroidized WA for BJ), expert viewpoints, and vetted tools/resources.
تاريخ المراجعة القادمة والمحفزات: 2026-03-31 or earlier if ISO/ASTM standards change, major suppliers release new nozzle/recirculation tech, or energy/gas prices shift >15% affecting atomization economics.