لمحة عامة عن المسحوق المعدني للطباعة ثلاثي الأبعاد
تُعد الطباعة ثلاثية الأبعاد لمسحوق المعادن، والمعروفة أيضًا باسم التصنيع المضاف للمعادن (AM)، تقنية تحويلية تسمح بإنشاء أجزاء معدنية معقدة مباشرةً من التصميمات الرقمية. وعلى عكس التصنيع الطرحي التقليدي الذي يقطع المواد، تقوم الطباعة ثلاثية الأبعاد ببناء الأجزاء طبقة تلو الأخرى باستخدام المسحوق المعدني كمادة خام.
تتضمن بعض الميزات الرئيسية للمسحوق المعدني للطباعة ثلاثية الأبعاد ما يلي:
| تقنية | الوصف |
|---|---|
| انصهار سرير المسحوق | يدمج شعاع الليزر أو شعاع الإلكترون مناطق من طبقة المسحوق لإنشاء أجزاء طبقة تلو الأخرى |
| ترسيب الطاقة الموجهة | يقوم مصدر حراري مركّز بإذابة المسحوق أو السلك المعدني أثناء ترسيبه لبناء الأجزاء |
| النفث الموثق | عامل ربط سائل يربط جزيئات المسحوق المعدني في كل طبقة بشكل انتقائي |
بالمقارنة مع التصنيع التقليدي، تتيح الطباعة ثلاثية الأبعاد للمعادن:
- المزيد من حرية التصميم للأشكال المعقدة والعضوية
- قطع مخصصة حسب الطلب حسب الطلب بدون أدوات متخصصة
- تقليل النفايات الناتجة عن طرق الطرح
- تجميعات مدمجة مطبوعة كجزء واحد
- وزن أخف من تحسين الطوبولوجيا
ومع نضوج هذه التقنية، تنتقل الطباعة المعدنية ثلاثية الأبعاد من مرحلة النماذج الأولية إلى مرحلة الإنتاج في صناعات مثل الفضاء والسيارات والطب والطاقة.

تطبيقات المسحوق المعدني للطباعة ثلاثي الأبعاد
للطباعة ثلاثية الأبعاد باستخدام المسحوق المعدني مجموعة متنوعة من التطبيقات في مختلف الصناعات. وتشمل بعض الاستخدامات الرئيسية ما يلي:
| الصناعة | التطبيقات |
|---|---|
| الفضاء | أجزاء المحركات، ومكونات هيكل الطائرة، والمعدات التوربينية |
| السيارات | المكونات خفيفة الوزن، والأدوات المخصصة، وقطع الغيار عالية الأداء |
| الطبية | أدوات تقويم الأسنان وزراعة الأسنان والأدوات الجراحية |
| صناعي | قطع الإنتاج ذات الاستخدام النهائي والتبريد المطابق والتبريد المطابق والأدوات |
تُعد هذه التقنية مثالية لإنتاج كميات قليلة من الأجزاء المعدنية المعقدة عالية القيمة ذات الأشكال الهندسية المخصصة. وتشمل المزايا الرئيسية مقارنة بالتصنيع التقليدي ما يلي:
- دمج الأجزاء –؛ يمكن طباعة العديد من المكونات المجمعة كجزء واحد مدمج
- التخصيص الشامل –؛ يمكن تصنيع قطع معدنية مخصصة حسب الطلب
- النماذج الأولية السريعة –؛ يمكن تكرار التصاميم بسرعة والتحقق من صحتها
- تقليل النفايات –؛ يتم استخدام المسحوق المعدني المطلوب لكل جزء فقط
- خفة الوزن –؛ تقلل الأشكال الهندسية العضوية ذات المشابك والجدران الرقيقة من الوزن
مع تحسن جودة وتكرار الأجزاء المعدنية المطبوعة، تنتقل الطباعة ثلاثية الأبعاد من النماذج الأولية إلى تطبيقات الإنتاج للاستخدام النهائي.
المساحيق المعدنية للطباعة ثلاثية الأبعاد
يمكن استخدام مجموعة واسعة من المعادن في الطباعة ثلاثية الأبعاد بالاندماج القاعي للمسحوق والترسيب الموجه للطاقة. وتشمل السبائك الشائعة ما يلي:
| سبيكة | صفات | التطبيقات |
|---|---|---|
| الفولاذ المقاوم للصدأ | مقاومة التآكل، قوة عالية | الفضاء، والسيارات، والصناعة |
| ألومنيوم | خفيفة الوزن وقوية وقابلة للتشغيل الآلي | صناعة الطيران والفضاء والسيارات |
| التيتانيوم | متوافق حيويًا، وقوة عالية إلى الوزن | الفضاء والطيران والطب |
| كروم الكوبالت | مقاومة التآكل، والتوافق الحيوي | الطبية، طب الأسنان |
| سبائك النيكل | مقاومة الحرارة، ومقاومة التآكل | الطيران والفضاء والطاقة |
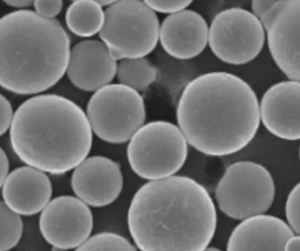
المسحوق كروي الشكل، يتراوح قطره بين 10-100 ميكرون. تشمل خصائص المسحوق الرئيسية ما يلي:
- توزيع حجم الجسيمات –؛ يؤثر على كثافة التعبئة والتغليف، وصقل السطح
- المورفولوجيا –؛ الجسيمات الكروية ذات الأسطح الملساء تندمج بشكل أفضل
- قابلية الانسيابية –؛ يضمن انتظام الطبقات وتوصيل المواد بشكل موحد
- الكثافة الواضحة –؛ ارتفاع الكثافة يحسن الخواص الميكانيكية
- إعادة الاستخدام –؛ يمكن جمع المسحوق وإعادة استخدامه لتقليل تكاليف المواد
تتطلب معظم المعادن بيئة طباعة خاملة لمنع الأكسدة. يتم غمر غرفة البناء بغاز الأرجون أو غاز النيتروجين أثناء الطباعة.
مواصفات الطابعة المعدنية ثلاثية الأبعاد
الطابعات ثلاثية الأبعاد لمسحوق المعادن هي أنظمة صناعية مصممة للتشغيل على مدار الساعة طوال أيام الأسبوع. تشمل المواصفات النموذجية ما يلي:
| المعلمة | النطاق النموذجي |
|---|---|
| بناء الحجم | 100-500 مم × 100-500 مم × 100-500 مم × 100-500 مم |
| سُمك الطبقة | 20-100 ميكرون |
| طاقة الليزر | 100-500 W |
| سرعة المسح الضوئي | حتى 10 م/ثانية |
| قطر الشعاع | 50-100 ميكرون |
| الغاز الخامل | الأرجون، النيتروجين |
| مناولة المسحوق | أنظمة إعادة التدوير ذات الحلقة المغلقة |
قد تكون هناك حاجة إلى ملحقات أخرى مثل أنظمة استرداد المسحوق ومعدات ما بعد المعالجة لسير عمل كامل. تختلف متطلبات النظام بناءً على السبائك المعدنية المطبوعة وتطبيقات الاستخدام النهائي.
معايير الطباعة المعدنية ثلاثية الأبعاد والتصميم
لضمان جودة عالية للأجزاء المطبوعة، تتميز الطباعة المعدنية ثلاثية الأبعاد بالعديد من معايير التصميم الرئيسية:
| قياسي | الوصف |
|---|---|
| تنسيق ملف STL | تنسيق ملف قياسي لتمثيل الأشكال الهندسية للنماذج ثلاثية الأبعاد |
| سُمك الجدار | الحد الأدنى لسُمك الجدار من 0.3-0.5 مم تقريبًا لتجنب الأعطال |
| الزوايا المدعومة | تتطلب الزوايا المتراكمة دعم الزوايا التي تزيد عن 30-45 درجة |
| ثقوب الهروب | مطلوب لإزالة المسحوق الزائد من القنوات الداخلية |
| تشطيب السطح | السطح المطبوع خشن، وتحسن المعالجة اللاحقة من اللمسات النهائية |
يجب على المصممين مراعاة عوامل مثل الضغوطات المتبقية وخصائص المواد متباينة الخواص وإزالة المسحوق لإنشاء أجزاء مطبوعة معدنية ناجحة. تساعد برامج المحاكاة في التحقق من صحة التصميمات رقميًا قبل الطباعة.
موردو أنظمة الطباعة ثلاثية الأبعاد المعدنية
يشمل الموردون الرئيسيون لمعدات الطباعة ثلاثية الأبعاد المعدنية الصناعية ما يلي:
| شركة | النماذج | نطاق التكلفة |
|---|---|---|
| EOS | فورميجا، سلسلة EOS M | $100,000 – $1,000,000+ |
| الأنظمة ثلاثية الأبعاد | ProX، سلسلة DMP | $100,000 – $1,000,000+ |
| المضافات GE المضافة | مفهوم الليزر المفاهيمي M2، خط X | $400,000 – $1,500,000+ |
| ترامبف | سلسلة TruPrint 1000، 5000، 7000 | $500,000 – $1,500,000+ |
| حلول SLM | SLM 500، SLM 800 | $400,000 – $1,500,000+ |
وتتراوح الأنظمة من الطابعات المعدنية الصغيرة للمبتدئين إلى الآلات الصناعية كبيرة الحجم. وتختلف التكاليف بناءً على حجم البناء والمواد والإنتاجية. وتشمل النفقات الإضافية التركيب والتدريب وعقود الصيانة ومواد المسحوق.
اختيار مورد الطباعة المعدنية ثلاثية الأبعاد
عند اختيار نظام طباعة معدني صناعي ثلاثي الأبعاد، تشمل العوامل الرئيسية التي يجب مراعاتها ما يلي:
| العامل | الوصف |
|---|---|
| بناء الحجم | مطابقة لأحجام الأجزاء المتوقعة، وبدلات هياكل الدعم |
| المواد | مجموعة من المعادن والسبائك المدعومة |
| إنتاجية | معدل البناء، والاستخدام، والتكلفة الإجمالية للعمليات |
| مناولة المسحوق | حلقة مغلقة، وقدرات إعادة التدوير |
| البرمجيات | إمكانيات الدعم والمحاكاة والتحسين |
| المعالجة اللاحقة | الإزالة الآلية مقابل الإزالة اليدوية للدعامات والتشطيب السطحي |
| التدريب | دعم التركيب، وتدريب المشغل، وإجراءات الصيانة |
| الخدمة | عقود الصيانة، ووقت الاستجابة، والموثوقية |
تساعد عمليات الإنشاء التجريبية والزيارات الميدانية ومراجع العملاء في التحقق من أداء الطابعة للتطبيقات المقصودة. تأخذ نماذج التكلفة الإجمالية للملكية في الاعتبار جميع النفقات على مدى عمر النظام&8217;، وعمر النظام.
طباعة المعادن ثلاثية الأبعاد مقارنة بالتصنيع التقليدي
للطباعة ثلاثية الأبعاد للأجزاء المعدنية مزايا وقيود مقارنةً بعمليات التصنيع التقليدية مثل التصنيع باستخدام الحاسب الآلي والصب والقولبة بحقن المعادن:
| طباعة ثلاثية الأبعاد للمعادن | التصنيع التقليدي | |
|---|---|---|
| التكلفة لكل جزء | مرتفع عند الأحجام المنخفضة، وينخفض مع ارتفاع الأحجام | أقل في الأحجام الكبيرة، وتكاليف الأدوات الأولية العالية |
| التعقيد الجزئي | لا توجد تكاليف إضافية للأشكال هندسية معقدة | زيادة التكاليف لبرامج أو قوالب CNC المعقدة |
| معدل البناء | أبطأ، يعتمد على حجم القطعة والطابعة | معدلات بناء أسرع عادةً |
| المواد | خيارات محدودة للمواد، وخصائص متساوية الخواص | اختيار مواد أوسع، متباينة الخواص في كثير من الأحيان |
| المعالجة اللاحقة | إزالة الدعامة والتشغيل الآلي والتشطيب غالباً ما تكون مطلوبة | قد يتطلب بعض الخطوات النهائية |
| قابلية التوسع | أحجام البناء الأصغر حجماً تحد من التوسع | إنتاج ضخم بدون قيود على الحجم |
| حرية التصميم | تعقيد هندسي غير محدود | قيود التصميم على أساس قيود العملية |
غالبًا ما يستخدم سيناريو الإنتاج المثالي كلاً من الطباعة ثلاثية الأبعاد والتصنيع التقليدي بشكل تآزري بناءً على متطلبات التطبيق.
طرق المعالجة اللاحقة للأجزاء المطبوعة المعدنية
بعد الطباعة، تحتاج الأجزاء المعدنية ثلاثية الأبعاد عادةً إلى معالجة لاحقة لتحقيق التشطيب والتفاوتات المطلوبة:
| طريقة | الوصف |
|---|---|
| إزالة الدعم | إذابة الهياكل الداعمة كيميائيًا أو إزالتها ميكانيكيًا |
| تخفيف التوتر | المعالجة الحرارية لتخفيف الضغوط المتبقية من الطباعة |
| الكبس المتساوي الحرارة الساخن | يطبق الحرارة والضغط لتكثيف الأجزاء |
| تشطيب السطح | التصنيع الآلي، والطحن، والتلميع، والتلميع، والتفجير لتحسين تشطيب السطح |
| التصفيح | الطلاء بالكهرباء للحماية من التآكل أو تحسين مقاومة التآكل |
تساعد أنظمة الإزالة الآلية للدعم، والتشغيل الآلي باستخدام الحاسب الآلي، والتشطيب السطحي المصممة خصيصًا للأجزاء المعدنية المطبوعة ثلاثية الأبعاد على تبسيط مرحلة ما بعد المعالجة. هذه الخطوات ضرورية لتلبية متطلبات تطبيقات الأجزاء النهائية.

تشغيل طابعة معدنية ثلاثية الأبعاد وصيانتها
للحفاظ على إنتاج قوي مع تصنيع الإضافات المعدنية، فإن التشغيل السليم والصيانة الوقائية أمر بالغ الأهمية:
| النشاط | الوصف |
|---|---|
| تحميل المسحوق | قياس وإعادة ملء قواديس المسحوق بعناية باستخدام معدات الوقاية الشخصية |
| صفيحة بناء التسوية | تأكد من أن لوحة الإنشاء مستوية قبل الطباعة للحصول على طبقات موحدة |
| مراقبة المطبوعات | تحقق من وجود أخطاء مثل تناثر المسحوق أو التدخين أو الأجزاء المشوهة |
| تحسين البارامتر | ضبط الإعدادات مثل طاقة الليزر والسرعة وتباعد الفتحات للحصول على كثافة أفضل |
| تغيير الفلاتر | استبدال مرشحات الغاز والجسيمات بناءً على فترات الاستخدام |
| التنظيف والاختبار | قم بإزالة الغبار والحطام بانتظام، واختبار قياس طاقة الليزر |
| استبدال الأجزاء البالية | قم بتغيير شفرات إعادة الطلاء، والمساحات، وموانع التسرب عند تآكلها |
يساعد تدريب الموظفين وعقود الصيانة الوقائية على زيادة وقت تشغيل الطابعة والاستفادة منها في تطبيقات الإنتاج.
التعليمات
| سؤال | الإجابة |
|---|---|
| ما مدى دقة الطباعة ثلاثية الأبعاد المعدنية؟ | تبلغ دقة الأبعاد حوالي ± 0.1-0.2% مع دقة ± 50 ميكرون على الملامح. تعمل المعالجة اللاحقة على تحسين التحمل بشكل أكبر. |
| ما هي تشطيبات السطح التي يمكن تحقيقها؟ | يكون السطح المطبوع خشنًا للغاية عند 5-15 ميكرون Ra. يمكن أن يحقق التصنيع والتلميع بالقطع والتلميع أقل من 1 ميكرون Ra. |
| ما المعادن التي يمكن طباعتها ثلاثية الأبعاد؟ | السبائك الشائعة هي الفولاذ المقاوم للصدأ والألومنيوم والتيتانيوم وسبائك النيكل والكوبالت والكروم. يتم إدخال سبائك جديدة باستمرار. |
| ما مدى مسامية الأجزاء المطبوعة المعدنية؟ | تصل الكثافة إلى أكثر من 99% لمعظم المعادن مع وجود معايير مناسبة. يعمل الكبس المتساوي الحرارة على زيادة كثافة الأجزاء. |
| ما هي هياكل الدعم المطلوبة؟ | تتم طباعة المشابك الداعمة عند الحاجة وإزالتها بعد الطباعة. تصميم استراتيجي يقلل من استخدامها. |
| ما هي المعالجة اللاحقة المطلوبة؟ | تعتبر إزالة الدعامة، وتخفيف الضغط، والتشطيب السطحي، والفحص خطوات مطلوبة عادةً. |
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
Additional FAQs on 3D Printing Metal Powder
1) How do I select the right metal powder for my application?
Match alloy to service needs: stainless steel for corrosion/strength, aluminum for lightweight thermal parts, titanium for high strength-to-weight and biocompatibility, nickel alloys for heat/corrosion, and CoCr for wear/medical. Then refine by particle size distribution (PSD), sphericity, and interstitial limits required by your process.
2) What powder specifications matter most for LPBF quality?
Spherical morphology, PSD D10–D90 ≈ 15–45 μm (material dependent), low O/N/H, high flowability (Hall/Carney), consistent apparent/tap density, and minimal satellites/contamination. Conform to ISO/ASTM 52907 where possible.
3) How many reuse cycles are safe for 3D printing metal powder?
It’s application- and alloy-dependent. Establish a reuse plan with blend-back ratios (e.g., 20–50% recycled), sieving after each build, O/N/H checks, PSD monitoring, and mechanical coupon verification. Retire powder when specs drift or defect rates rise.
4) What are typical as-printed tolerances and surface finishes?
LPBF often achieves ±0.1–0.3 mm plus ±0.1% of feature size; as-built Ra ~6–20 μm. Post-processing (machining, blasting, electropolish) can reach Ra <0.8 μm and tighter tolerances.
5) How do in-situ monitoring tools help production?
Coaxial cameras and melt pool sensors detect lack-of-fusion, spatter, or contour defects in real time. Correlating these signals to CT and mechanical outcomes supports part acceptance, reducing inspection burden on stable geometries.
2025 Industry Trends in 3D Printing Metal Powder
- Multi-laser LPBF normalization: 8–12 laser platforms and smarter tiling improve throughput 20–40% across steels, Ti, and Ni alloys.
- Copper- and aluminum-ready systems: Blue/green lasers and scan strategies expand use of high-reflectivity metals for electronics cooling and e-mobility.
- Binder jetting maturity: Sinter/HIP playbooks deliver 95–99% density in steels, Inconel, and copper for larger, cost-sensitive parts.
- Powder governance: Material passports track powder genealogy; inline O2/moisture monitoring and automated sieving standardize quality.
- Sustainability: Higher recycled content, argon recirculation, and EPDs gain traction in aerospace/medical supply chains.
| 2025 Metric (Metal AM) | النطاق/القيمة النموذجية | Why it matters | المصدر |
|---|---|---|---|
| LPBF relative density (common alloys; with HIP) | 99.5–99.9% | Aerospace/medical-grade integrity | Peer-reviewed AM studies; OEM notes |
| Build rate (12‑laser LPBF, 40 μm layers) | 35–70 cm³/h per system | Cost per part reduction | OEM application notes |
| Binder‑jetted final density (steel/Ni/Cu after sinter/HIP) | 95–99% | Larger parts at lower cost | Vendor case data |
| Typical LPBF PSD | D10–D90 ≈ 15–45 μm | Stable recoating and melt pool | ISO/ASTM 52907 |
| Powder oxygen spec (Ti-64 ELI) | ≤0.13 wt% O | Ductility/biocompatibility | ASTM F136/F3001 |
| Indicative AM‑grade powder price | ~$20–$500/kg (alloy/route dependent) | Budgeting and sourcing | متتبعو السوق/الموردون |
المراجع الموثوقة ومصادر القراءة الإضافية:
- ISO/ASTM 52907 (AM feedstock), 52910 (DFAM), 52931 (LPBF metals): https://www.astm.org and https://www.iso.org
- NIST AM Bench and datasets: https://www.nist.gov
- ASM Handbook (Powder Metallurgy; Materials Systems): https://www.asminternational.org
- معيار NFPA 484 (السلامة من المعادن القابلة للاحتراق): https://www.nfpa.org
أحدث دراسات الحالة البحثية
Case Study 1: Multi‑Laser LPBF Lattice Heat Exchanger in Stainless Steel (2025)
Background: An industrial OEM needed a compact, corrosion‑resistant heat exchanger with reduced build time.
Solution: Printed 316L on a 12‑laser LPBF system with coordinated tiling, in‑situ melt pool monitoring, and automated sieving/powder genealogy. Post‑HIP and surface passivation.
Results: 27% cycle time reduction, >99.8% density post‑HIP, pressure drop lowered 15% vs. baseline, and a 35% reduction in CT inspection volume after correlation study.
Case Study 2: Binder‑Jetted Copper EMI Shielding Enclosures (2024)
Background: An avionics supplier required high‑conductivity enclosures with lower cost than LPBF.
Solution: Binder jetting spherical copper powder (fine PSD), hydrogen sinter and selective HIP; nickel flash on contact pads.
Results: 97–98% density, shielding effectiveness improved by 9–12 dB (10 MHz–1 GHz) vs. machined aluminum, and 30% lead‑time reduction.
آراء الخبراء
- Prof. John Hart, Professor of Mechanical Engineering, MIT
Key viewpoint: “In‑situ sensing combined with material passports is enabling statistically defensible acceptance for serial metal AM.” - Dr. Laura Schmidt, Head of Additive Manufacturing, Fraunhofer IAPT
Key viewpoint: “Process windows for copper and nickel superalloys have widened with wavelength‑optimized lasers and advanced scan strategies, broadening production applications.” - الدكتور برنت ستوكر، مساهم في معايير التصنيع الإضافي ومدير تنفيذي في الصناعة
Key viewpoint: “Hybrid workflows—AM preforms plus HIP/forging—deliver wrought‑like properties while preserving AM’s design freedom.”
الاستشهادات بملفات تعريف الخبراء:
- MIT: https://meche.mit.edu
- Fraunhofer IAPT: https://www.iapt.fraunhofer.de
- ASTM AM Center of Excellence: https://amcoe.org
أدوات وموارد عملية
- Standards and safety
- ISO/ASTM 52907, 52910, 52931; NFPA 484
- Powder characterization and QC
- أجهزة تحليل الأكسجين/النيتروجين/الهيدروجين من شركة LECO: https://www.leco.com
- Laser diffraction PSD (e.g., Malvern), SEM imaging at accredited labs
- CT scanning best practices (ASTM E1441)
- Design and simulation
- Ansys Additive/Mechanical; Simufact Additive; nTopology for lattices/conformal cooling
- Market and data
- قاعدة بيانات سينفول (الآلات/المواد): https://senvol.com/database
- USGS Mineral Commodity Summaries: https://pubs.usgs.gov/periodicals/mcs
- مجموعات بيانات NIST AM Bench: https://www.nist.gov
آخر تحديث: 2025-08-21
سجل التغييرات: Added 5 targeted FAQs, a 2025 trends table with metrics and sources, two recent case studies, expert viewpoints with credible affiliations, and a curated tools/resources list for 3D Printing Metal Powder.
تاريخ المراجعة القادمة والمحفزات: 2026-02-01 or earlier if ISO/ASTM standards update, major OEMs release new multi‑laser parameter sets or copper-capable platforms, or powder pricing/availability shifts >10% QoQ.