مقدمة
في مجال التصنيع والهندسة الحديثة، ارتفع الطلب على مساحيق المعادن عالية الجودة بسبب النمو السريع لصناعات مثل الطيران والسيارات والإلكترونيات. انحلال المسحوق المعدني برزت كتقنية رائدة لإنتاج جسيمات معدنية كروية منقسمة بدقة ذات خصائص استثنائية. يتعمق هذا المقال في عالم الانحلال بالمساحيق المعدنية، مستكشفًا عمليتها ومزاياها وتطبيقاتها وتحدياتها وإمكانياتها المستقبلية.
ما هو ترذيذ المسحوق المعدني؟
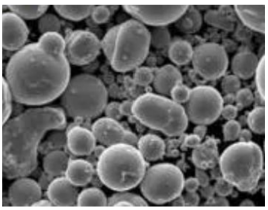
إن ترذيذ المسحوق المعدني هو عملية إنتاج مسحوق يحول المعدن المنصهر إلى قطرات دقيقة تتصلب بسرعة إلى جسيمات كروية. وتظهر مساحيق المعادن الناتجة توزيعًا متسقًا لحجم الجسيمات وخصائص محسنة، مما يجعلها مثالية لمختلف التطبيقات الصناعية.

عملية التذرية
ترذيذ الغاز
الانحلال الغازي هو أحد أكثر الطرق انتشارًا، حيث يتم استخدام غاز عالي الضغط لتفتيت تيار المعدن المنصهر إلى قطرات دقيقة. ويمكن أن يكون الغاز هو النيتروجين أو الأرجون أو حتى الهيدروجين، اعتمادًا على تفاعلية المعدن.
الانحلال المائي
ينطوي الانحلال المائي على استخدام نفاثات ماء عالية الضغط لتفتيت المعدن المنصهر إلى قطرات. هذه الطريقة مناسبة بشكل خاص لإنتاج معادن وسبائك غير تفاعلية.
التذرية بالبلازما
ويستخدم الانحلال بالبلازما قوس بلازما عالي الحرارة لتبخير المعدن، يليه تبريد سريع وتصلب لتشكيل جزيئات مسحوق. هذه التقنية مناسبة تمامًا للمعادن الحرارية والسبائك المعقدة.
مزايا ترذيذ المساحيق المعدنية
توزيع حجم الجسيمات المتحكم فيه
يسمح تفتيت المسحوق المعدني بالتحكم الدقيق في توزيع حجم الجسيمات، مما ينتج عنه مسحوق موحد يعزز أداء المادة في مختلف التطبيقات.
نقاء المسحوق المحسّن
وتقلل عملية الانحلال من وجود الشوائب في مساحيق المعادن، مما يؤدي إلى مستويات نقاء أعلى، وهو جانب مهم في الصناعات التي تكون فيها سلامة المواد أمرًا بالغ الأهمية.
تحسين تدفق المسحوق المحسّن
يضمن التشكل الكروي الذي يتم تحقيقه من خلال الانحلال قابلية تدفق ممتازة للمساحيق المعدنية، مما يجعلها سهلة المناولة والمعالجة أثناء الإنتاج.

تطبيقات ترذيذ المسحوق المعدني
التصنيع الإضافي
لقد أحدث ظهور الطباعة المعدنية ثلاثية الأبعاد ثورة في مجال التصنيع، وتلعب عملية ترذيذ المساحيق المعدنية دورًا محوريًا في توفير المساحيق عالية الجودة اللازمة لعمليات التصنيع المضافة.
تعدين المساحيق
تستخدم تقنيات تعدين المساحيق، مثل الكبس والتلبيد، مساحيق معدنية متذررة لإنشاء أجزاء معقدة ذات خواص ميكانيكية ممتازة.
طلاءات الرش الحراري
تُستخدم المساحيق المعدنية المنتجة من خلال الانحلال على نطاق واسع في طلاءات الرش الحراري للحماية من التآكل ومقاومة التآكل والحواجز الحرارية.
اللحام بالنحاس والتلبيد
تُستغل الخصائص الفريدة للمساحيق المعدنية المرذرة في تطبيقات اللحام بالنحاس والتلبيد لتحقيق وصلات قوية ومتينة في مختلف التجميعات.
قولبة حقن المعادن (MIM)
تستخدم عملية MIM، وهي عملية مشابهة لقولبة حقن البلاستيك، مساحيق معدنية متناثرة لتصنيع مكونات معدنية معقدة لقطاعات الطب والسيارات والسلع الاستهلاكية.
أنواع المعادن المستخدمة في التذرية
المعادن الحديدية
عادةً ما يتم ترذيذ المعادن الحديدية، بما في ذلك الحديد والصلب والفولاذ المقاوم للصدأ، لإنتاج مساحيق تستخدم في مجموعة واسعة من الصناعات، من مكونات السيارات إلى مواد البناء.
المعادن غير الحديدية
كما يتم ترذيذ المعادن غير الحديدية، مثل الألومنيوم والنحاس والتيتانيوم في كثير من الأحيان، لتلبية احتياجات صناعات مثل الفضاء والإلكترونيات والدفاع.
المعادن التفاعلية
تُعد المعادن التفاعلية مثل الزركونيوم والتنتالوم والمغنيسيوم أكثر صعوبة في الانحلال بسبب تفاعليتها العالية. ومع ذلك، فإن التطورات في تقنيات الانحلال جعلت من الممكن إنتاج مساحيق من هذه المواد للتطبيقات المتخصصة.
العوامل المؤثرة في التذرية
التركيب المعدني
يؤثر اختيار المعدن أو السبيكة تأثيرًا كبيرًا على عملية الانحلال، حيث يؤثر اختلاف التفاعل ونقاط الانصهار واللزوجة على تكوين القطرات.
اختيار غاز/ماء/بلازما الانحلال
يعد اختيار وسيط الانحلال المناسب أمرًا حاسمًا لتحقيق خصائص الجسيمات المرغوبة، حيث تؤثر الوسائط المختلفة على معدل التبريد وتصلب القطرات.
تصميم غرفة الانحلال
يلعب تصميم حجرة الانحلال دورًا حيويًا في ضمان تفتيت القطرات وتبريدها بكفاءة، مما يؤثر على جودة المسحوق النهائي وإنتاجه.
ضغط الانحلال ودرجة الحرارة
يمكّن التحكم في ضغط الانحلال ودرجة الحرارة من الضبط الدقيق لحجم الجسيمات وتشكّلها وخصائصها، مما يجعلها جانبًا مهمًا من جوانب العملية.

التحديات في ترذيذ المساحيق المعدنية
الأكسدة والتلوث
أثناء عملية الانحلال، يمكن أن يؤدي التعرض للغازات التفاعلية أو الرطوبة إلى أكسدة غير مرغوب فيها وتلوث المساحيق المعدنية، مما يؤثر على أدائها.
تكتل الجسيمات
يمكن أن يحدث التكتل، وهو تكتل الجسيمات، أثناء عملية الانحلال، مما يعيق تدفق المسحوق وتشتته في مختلف التطبيقات.
التكلفة واستهلاك الطاقة
يمكن أن تكون عملية ترذيذ مسحوق المعادن كثيفة الاستهلاك للطاقة ومكلفة، مما يجعل من الضروري استكشاف طرق إنتاج فعالة من حيث التكلفة وموفرة للطاقة.
الابتكارات والآفاق المستقبلية
تطوير السبائك
ستؤدي التطورات في تطوير السبائك، المصممة خصيصًا لعمليات الانحلال، إلى مواد جديدة ذات خصائص فائقة وتطبيقات أوسع نطاقًا.
إنتاج الجسيمات النانوية
ستفتح الأبحاث في إنتاج الجسيمات النانوية من خلال الانحلال إمكانيات جديدة في مجالات مثل الحفز والإلكترونيات والطب الحيوي.
تقنيات التذرية الهجينة
قد يسفر الجمع بين طرق الانحلال المختلفة أو دمج الانحلال مع عمليات أخرى عن تقنيات هجينة تعزز خصائص المسحوق وكفاءة العملية.
الاعتبارات البيئية
إدارة المخلفات
يجب تنفيذ استراتيجيات فعالة لإدارة النفايات لتقليل الأثر البيئي للتذرية إلى أدنى حد ممكن، خاصة بالنسبة للمعادن التفاعلية أو الخطرة.
كفاءة الطاقة
ستسهم الجهود المستمرة لتحسين كفاءة الطاقة في عمليات الانحلال في ممارسات التصنيع المستدامة وتقليل آثار الكربون.

خاتمة
أحدثت عملية ترذيذ المساحيق المعدنية ثورة في إنتاج مساحيق المعادن، مما أتاح عددًا لا يحصى من الإمكانيات في صناعات تمتد من الفضاء إلى الطب. وقد أدت القدرة على التحكم في توزيع حجم الجسيمات وتعزيز نقاء المسحوق وتحسين قابلية التدفق إلى دفع اعتماد المساحيق المرذرة عبر تطبيقات متنوعة. ومع تقدم التكنولوجيا، ومواجهة التحديات واستكشاف الابتكارات، سيستمر ترذيذ مساحيق المعادن في لعب دور محوري في تشكيل مستقبل هندسة المواد والتصنيع.
أسئلة وأجوبة
ما هو التطبيق الأساسي لتذرية مسحوق المعدن؟
يجد الانحلال بالمساحيق المعدنية تطبيقًا أساسيًا في صناعات مثل التصنيع المضاف، ومسحوق المعادن، والطلاء بالرش الحراري.
هل يمكن استخدام الانحلال بالمساحيق المعدنية للإنتاج على نطاق واسع؟
نعم، يمكن توسيع نطاق ترذيذ مسحوق المعادن للإنتاج على نطاق واسع، وتلبية متطلبات مختلف الصناعات.
ما هي المعادن التي يتم ترذيذها عادةً للطباعة ثلاثية الأبعاد؟
عادةً ما يتم ترذيذ مواد مثل التيتانيوم والألومنيوم والفولاذ المقاوم للصدأ للطباعة ثلاثية الأبعاد باستخدام تقنيات دمج قاع المسحوق المعدني.
هل الانحلال بالمساحيق المعدنية عملية مستدامة؟
في حين أنها يمكن أن تكون كثيفة الاستهلاك للطاقة، تُبذل الجهود لتحسين كفاءة الطاقة واستدامة عمليات ترذيذ مسحوق المعادن.
كيف يمكن مقارنة ترذيذ المسحوق المعدني بطرق إنتاج المسحوق الأخرى؟
يوفر الانحلال بالمساحيق المعدنية مزايا متميزة في إنتاج مساحيق كروية ذات خصائص محكومة، مما يميزها عن طرق إنتاج المساحيق التقليدية مثل التكسير الميكانيكي والطحن.
معرفة المزيد من عمليات الطباعة ثلاثية الأبعاد
Additional FAQs About Metal Powder Atomization
1) Which atomization route is best for additive manufacturing powders and why?
- Inert gas atomization and vacuum gas atomization (including EIGA/PREP) are preferred because they yield highly spherical particles with tight PSD, low oxygen/nitrogen, and fewer satellites/hollows—key for PBF/DED flowability and density.
2) How do process parameters influence particle size distribution (PSD)?
- Higher gas-to-metal ratio and superheat reduce median size (D50) and narrow PSD; nozzle geometry and chamber pressure affect breakup mode and satellite formation; quench rate impacts surface roughness and hollows.
3) Can water‑atomized powders be used for AM?
- Viable for binder jetting followed by sinter/HIP, but generally unsuitable for PBF without extensive conditioning due to irregular shape and higher oxide. They are widely used in MIM and PM components.
4) What are “satellites” and “hollow particles,” and why do they matter?
- Satellites are small particles welded onto larger ones; hollows are shells formed by gas entrapment. Both degrade flowability, packing, and can seed defects in AM parts. Image analysis and CT quantify and help control them.
5) How do suppliers minimize oxidation and contamination during atomization?
- Use high‑purity feedstock, inert/vacuum atmospheres, low O2/H2O dew points, closed‑loop argon recirculation, clean refractories, and rapid, controlled cooling; post‑processing includes sieving, de‑dusting, and air elutriation.
2025 Industry Trends for Metal Powder Atomization
- Quality transparency: CoAs increasingly include sphericity/satellite % (image analysis) and CT‑measured hollow fraction alongside O/N/H and PSD.
- Energy efficiency: Argon recirculation, higher thermal recovery from off‑gas, and optimized gas-to-metal ratios trim operating costs 5–12%.
- Regional capacity: New atomizers in NA/EU/APAC reduce lead times and logistics risk; greater onshore supply for aerospace/medical alloys.
- Binder jet surge: Engineered bimodal PSDs for steels and Cu alloys enable 97–99.5% sintered density, with HIP for critical parts.
- Advanced monitoring: Real‑time melt superheat control, off‑gas spectroscopy, and machine vision for plume diagnostics reduce satellite formation.
2025 Market and Technical Snapshot (Metal Powder Atomization)
| Metric (2025) | Typical Value/Range | YoY Change | Notes/Source |
|---|---|---|---|
| Gas‑atomized 316L price | $10–$18/kg | −2–5% | Supplier indices, distributor quotes |
| Gas‑atomized Ti‑6Al‑4V price | $150–$280/kg | −3–7% | Alloy/PSD dependent |
| Common AM PSD cuts (PBF) | 15–45 µm, 20–63 µm | Stable | OEM guidance |
| Sphericity (image analysis) | ≥0.93–0.98 | Slightly up | Supplier CoAs |
| Satellite fraction (image) | ≤3–6% | Down | Process tuning, plume control |
| CT hollow particle fraction | 0.5–1.5% | Down | PREP/EIGA/VGA adoption |
| Validated AM powder reuse | 5–10 cycles | Up | O/N/H trending + sieving programs |
| Argon recirculation savings | 15–30% Ar use reduction | Up | Energy/LCA initiatives |
Indicative sources:
- ISO/ASTM 52907 (Metal powders), 52908 (AM process qualification): https://www.iso.org | https://www.astm.org
- MPIF standards and buyer guides: https://www.mpif.org
- NIST AM Bench and powder metrology: https://www.nist.gov
- ASM Handbooks (Powder Metallurgy; Additive Manufacturing): https://www.asminternational.org
- NFPA 484 (Combustible metal dusts): https://www.nfpa.org
Latest Research Cases
Case Study 1: Closed‑Loop Gas‑to‑Metal Ratio Reduces Satellites in 316L (2025)
Background: A European atomizer faced high satellite content causing PBF recoater stops at customers.
Solution: Implemented real‑time plume imaging, closed‑loop gas‑to‑metal ratio, and tighter melt superheat control; added post‑classification air elutriation.
Results: Satellite fraction fell from 8.0% to 3.0% (image analysis); Hall flow improved 14%; AM relative density improved from 99.4% to 99.8%; customer stoppages reduced 40%.
Case Study 2: Vacuum Gas Atomization with CT Screening for Ti‑6Al‑4V (2024)
Background: An aerospace OEM required lower hollow fraction to tighten fatigue scatter.
Solution: Vacuum gas atomization using EIGA electrodes; in‑line oxygen monitoring; lot‑level CT to cap hollow fraction ≤1.0%; argon recirculation to reduce cost.
Results: Hollow fraction median 0.6%; oxygen 0.12 wt% ±0.01; HIP’d PBF coupons showed 2× reduction in HCF scatter band width; powder cost −6% via gas reuse.
Expert Opinions
- Prof. Diran Apelian, Distinguished Professor (emeritus), Metal Processing
Key viewpoint: “Melt cleanliness and stable atomization dynamics—superheat and gas‑to‑metal ratio—set the quality ceiling more than any post‑process screening.” - Dr. John Slotwinski, Additive Manufacturing Metrology Expert (former NIST)
Key viewpoint: “CT‑quantified hollow and image‑based satellite metrics on CoAs are now leading indicators of AM defect initiation—buyers should require them.” - Prof. Tresa Pollock, Distinguished Professor of Materials, UC Santa Barbara
Key viewpoint: “For reactive and high‑temperature alloys, vacuum/inert control and powder morphology govern fatigue and corrosion performance post‑HIP.”
Note: Viewpoints synthesized from public talks and publications; affiliations are publicly known.
Practical Tools and Resources
- Standards and testing
- ISO/ASTM 52907, 52908; ASTM B214 (sieve), B213 (flow), B212 (apparent density), B962 (tap density); MPIF 35 (MIM properties): https://www.iso.org | https://www.astm.org | https://www.mpif.org
- Safety and compliance
- NFPA 484 combustible metal dust guidance; ATEX/DSEAR resources for Dust Hazard Analysis: https://www.nfpa.org
- Metrology and QC
- NIST powder characterization resources; LECO O/N/H analyzers; industrial CT for hollow/satellite quantification: https://www.nist.gov
- Technical references
- ASM Digital Library (Powder Metallurgy; Additive Manufacturing; Titanium & Stainless): https://www.asminternational.org
- Buyer’s QC checklist
- CoA completeness (chemistry, PSD, flow, densities, O/N/H, sphericity, satellites, hollows), genealogy/traceability, SPC dashboards, sample build/sinter coupons, local inventory/lead time
Last updated: 2025-08-26
Changelog: Added 5 targeted FAQs; inserted 2025 market/technical snapshot table with indicative sources; included two recent atomization case studies; compiled expert viewpoints; provided practical tools/resources for Metal Powder Atomization
Next review date & triggers: 2026-02-01 or earlier if ISO/ASTM/MPIF standards update, major OEMs revise AM powder specs, or new NIST/ASM datasets link morphology/interstitials to AM defect rates and fatigue performance